タンガロイが、このほど4コーナ仕様インサートで最小加工径φ10.5 mmから対応可能な高精度内径溝入れ加工用工具「AddInternalCut(アド・インターナル・カット)」にTCIG12サイズシリーズを拡充したと同時に、従来のTCIG10サイズに溝幅3 mmを追加した。また、ヘッド交換式小径ドリル「AddMeisterDrill」(アド・マイスター・ドリル)の高精度加工用ヘッドDMC形に工具径φ4.0~φ4.9mmを新たに設定した。
内径溝入れ加工用工具「AddInternalCut」最大溝深さ3mmまで拡充
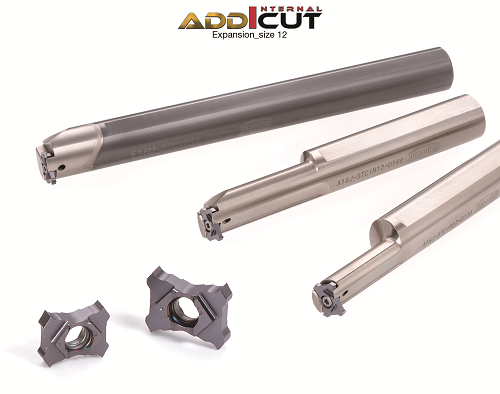
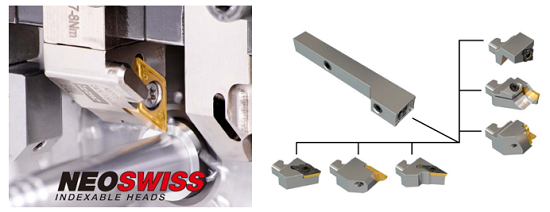
「AddInternalCut」は、ユニークな形状の4コーナ仕様インサートを採用し、最小加工径φ10.5 mmから対応可能な内径溝入れ加工用工具。従来、内径溝入れ加工用工具は、加工径の制約によりインサートを狭いスペースに配置する必要があり、そのため1コーナまたは2コーナ仕様インサートが主流だった。
最新の「AddInternalCut」の特長は、経済的で高精度な4コーナ仕様インサートを採用し、さらに工具剛性と良好な切りくず排出性を両立させた画期的なクランプシステムで、非常に安定した高精度内径溝入れ加工を実現すること。
今回は新たに最大溝深さ3mmが可能なTCIG12サイズインサートとホルダを拡充した。溝幅は1.5 mm~3 mmで、最小加工穴径はφ13 mm。
さらに、発売以降好評を頂いているTCIG10シリーズに溝幅3mmインサートを追加した。既存のホルダに取付け可能で、加工対応範囲がさらに拡大する。
「AddInternalCut」用TCIG形インサートは、どちらも研削級で精度が高く、切れ味の鋭いブレーカにより切削抵抗が低く抑えられている。この高精度インサートと高剛性クランプによって、不安定になりがちな内径溝加工においても、びびりを抑えた安定した加工が可能となる。
■主な形番と標準価格(税抜き価格)
・TCIG10-300-020:2,180円
・TCIG12-150-010:2,370円
・TCIG12-300-020:2,510円
・A16J-STCIR12-D130:35,300円
・E16M-STCIL12-D200:81,400円
計11アイテム
ヘッド交換式小径ドリル「AddMeisterDrill」高精度加工用ヘッドDMC形に工具径φ4.0~φ4.9mmを追加!

「AddMeisterDrill」は、φ4.0~φ4.9mmにおいて、超硬ソリッドドリルを超える性能と、刃先交換式の利便性を併せ持つヘッド交換式ドリル。ボディに施した特殊な形状のクーラント穴により吐出量が増加しており、切りくず排出性が向上、安定した加工が実現できる。
高精度加工用ヘッドDMC形は、独自のクイックセンタリング形状によって、喰付き性が向上しており、精度の高い安定した穴あけ加工を可能にする。材種には穴あけ加工用に最適化された最新PVDコーティング材種AH9130を採用。非常に優れた耐摩耗性で、特に炭素鋼、合金鋼の加工において、驚異的な寿命性能を発揮する。
同社の開発担当者は、「すでにφ5.0mm以上の『AddMeisterDrill』用DMCヘッドは発売していますが、今回はさらに小径用ということで、切れ刃形状、刃先仕様を見直し、刃立ちと喰付き性を向上させています。さらに、均一なコーティングを実現させるとともに、研削精度も向上させました。これにより小径穴あけ加工における安定加工・長寿命化をさせることが可能となりました。性能と利便性を併せ持つヘッド交換式ドリル『AddMeisterDrill』を、是非一度お試しください。」とコメントしている。
■主な形番と標準価格(税抜き価格)
・DMC040 AH9130:8,160円
・DMC049 AH9130:8,160円