

昨年開催されたメカトロテックジャパンで高精密CNC極小径工具研削盤『DB1』を発表し大きな注目を集めた牧野フライス精機(社長=清水大介氏、住所:神奈川県愛川町中津)。同社の小径工具研削盤の歴史は長く、1993年に発表した『CNS1』を皮切りに、CNS2、3、5、7とシリーズを展開し、その後『SS7』と順調に拡張してきた。そして昨年10月、満を持して登場したのが『DB1』である。従来は高精密CNC〝小径〟工具研削盤と付けていたマシンに、今回初めて〝極小径〟を冠し、細もの工具への意気込みを示している。
『DB1』の特長や今後の意気込みなどについて清水社長にお話しを伺った。
 ―小径工具研削盤のさらに上をいく〝極小径〟を初めて付けた『DB1』の注目すべき点を教えてください。
―小径工具研削盤のさらに上をいく〝極小径〟を初めて付けた『DB1』の注目すべき点を教えてください。
清水 今回、初めて機械にリニアモータ駆動を採用しました。ボールねじもリニアも双方の技術が進化していますが、実機で検証を積み重ねたところ、リニアの高応答性とバックラッシのなさ、位置決め精度も良いことが理由です。
―ボールねじを採用しているマシンの良さもあると思いますが、極小径工具に活用するものはリニア、他のマシンにはボールねじを活用するということでしょうか。
清水 特に太径工具の工具研削は、ガツッと切り込み量を与えて加工を行う〝クリープフィード研削〟が主体になり、ボールねじはトルクがしっかり出る優位性があります。お客様が求めているニーズに合致するよう、リニアの良さ、ボールねじの良さをそれぞれの機械特性に合わせて活用していこうと考え、今回、極小径工具研削盤である『DB1』にはリニアを採用しました。この機械の具体的な軸構成は直線4軸、回転2軸です。X、Yの2軸はリニアモータを採用し、Z、U軸にはボールねじを採用しています。
―省スペース化を実現していますが、見直した箇所を教えてください。
清水 今回は様々な箇所の機械レイアウト見直しや、回転扉の採用により機械幅の省スペース化を実現しました。
―剛性も同時にパワーアップしています。
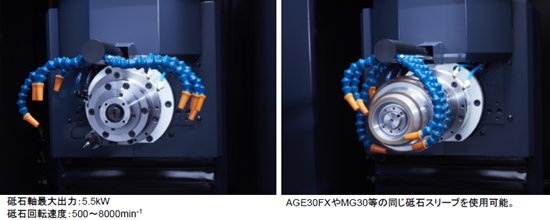
清水 砥石軸は従来の1.3kWから5.5kWにパワーアップさせています。砥石軸端も以前はHSK-C40でしたがHSK-C50の2面拘束砥石軸を採用しました。これにより剛性を高めて、砥石スリーブクランプ時の触れ精度や繰り返し精度、剛性を高めています。スリーブは、『AGE30FX』、『MG30』と同規格なので、こちらの機械を持たれているお客様にはスリーブの共用が可能なので嬉しいポイントになると思います。

―デザインも代わりました。
清水 オペレータの方にとっては視認性が良い方が作業しやすいうえ安心感があります。また、ワークを最大520本収納可能なオートローダを標準搭載しており、ローダ室を機械正面右側に設計することで操作盤から移動することなくローダ室内の動作確認が可能になりました。これらの工夫で以前の『SS7』比べて『DB1』は4秒、ワーク交換時間の短縮に成功しています。
―4秒も!
清水 以前はワークの交換時はW軸(工作主軸水平旋回)を180°回転させなければなりませんでしたが、ローダの配置により無駄な動きがなくなったのです。ほかにも〝Type Dパレット〟が使えますので、自動ティーチングも可能であり、ローダ操作に使用するハンディタッチパネルも軽量で使いやすいのも特長です。


