

 講義終了のあと、デモ加工に移った。大きなポイントは長いワークの深穴加工(2.5ミリ最大40Dの加工)と、外径、取り代の多い荒加工だ。マシンはシチズンマシナリーの『Cincom L20ⅫB5』。なお、本来は正面・背面同時に加工ができるのだが、油飛びもあり見えにくいので正面・背面ともに単独でデモ加工を行った。
講義終了のあと、デモ加工に移った。大きなポイントは長いワークの深穴加工(2.5ミリ最大40Dの加工)と、外径、取り代の多い荒加工だ。マシンはシチズンマシナリーの『Cincom L20ⅫB5』。なお、本来は正面・背面同時に加工ができるのだが、油飛びもあり見えにくいので正面・背面ともに単独でデモ加工を行った。
最初に端面をさらってからリーディングドリル、パイロットドリル、40Dのロングドリルの順で加工。3種類のドリルはエヌティーツールのハイドロチャックを使用した。
―――ロングドリルの『DVAS』が加工を始めた。講義で江波室長が説明していたが、このドリルの特長は大きなオイルホールである。深穴加工に向いているドリルだ。加工は振動切削なしの通常切削で内部給油(7MPa)を出しながら加工を行った。ノンステップで加工するのでステッピングの際に切りくずを吐き出すことも、長い切りくずが絡みついたりすることもない。切りくずは細かく分断され排出されている。1発加工の力強さを見せつけてくれた。
続いて外径の荒加工に移った。最大3mm前挽きで切り込んで加工。通常、3mmも自動盤で切り込んだら切りくず処理が難しいのだが、振動切削を併用し切りくずを細かく分断して加工をしている点が見どころだ。仕上げも切りくずの絡みはなく、荒→仕上げ、荒→仕上げの形で先端10mmの細い部位を加工。
振動切削のメリットは、切りくずが強制的に分断される点だが、振動切削の際に、機械の加工プログラム上で指令した送りよりも機械動作が若干速く動作するため、通常切削に比べ負荷の上昇が見られる。こうした点に対応するため、三菱マテリアルは、従来よりも高い負荷に耐える母材被膜の開発、高い耐摩耗性と靱性を兼ね備えた被膜を開発している。今回も振動切削を用いた荒加工に使用した工具のコーティングは非常に耐熱性の高い〝MSシリーズ〟を採用していた。
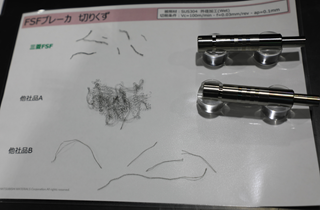
仕上げに使用したブレーカは今年発売したばかりの新製品『FSFブレーカ』。特長は3次元のブレーカドットが付いているにもかかわらず、25°と非常に大きなすくい角を持つ切れ味の優れたブレーカだ。
ブレーカによって切りくずを分断するとどうしても抵抗が大きくなり粗さが大きくなるが、FSFブレーカはブレーカドットがあるにも関わらず、すくい角を大きくすることで加工面粗さをクリアした仕上げ専用の特化型ブレーカである。ここで他社品との比較もしており、切りくず分断性をPR。
続いて背面側の加工に移った。エンドミル『VQ4MVM』でのコンタリング加工だ。最初に面取り端面してから次の工程でエンドミルのコンタリング(繰り広げ)加工を行った。大きな音もなく、グ~~~~と低い音が出ている。20mmクラスの自動盤でサブ側のチャックで10mmの大きな穴加工をするときにフラットドリルやドリルを使用するとチャックからワークが滑ってしまうという現象が心配になるのだが、VQ4MVMでコンタリングすることで心配は無く、大きな穴をサブ側にて加工することが可能になる。VQ4MVMは2段ギャッシュを有しており、底刃ポケットを拡張することで切りくず排出性を向上している。
なお、三菱マテリアルは工具メーカーとしても珍しい自動盤用のCAMを中部テクニカルセンターで保有しているため、ユーザーが複雑な加工で検討できない加工も、同センターでは検討可能なので「ご相談いただきたい。」としている。

最後に三菱マテリアルの国内営業部 菅部長補佐が閉会のあいさつをした。この中で菅部長補佐は、「現在、講習会やコラボセミナー、地区講習会、お客様に出向いての講習会が非常にアツい。昨年は178回を開催し、今年の目標は200回としている。ホームページ上でもご案内をしているので、こまめにチェックしていただき、ご参加いただきたい。また、新製品もアツく、新アイテムを続々追加しており、その追加アイテム数は5000アイテムを超えている。年末までにさらに1000アイテムを予定しているので合計すると6000アイテムになる。これら新製品は三菱マテリアルのホームページで閲覧できるのでぜひご確認いただきたい。中でも自動盤用工具には非常に力を入れており、自動盤用工具は三菱!ということで、エヌティーツール様の自動盤用ハイドロチャックと共に、ぜひ三菱マテリアルの工具をご検討ください!」と力強く締めくくった。


