

今回の取材はコロナウイルス感染防止の観点から一部web会議システムを利用して行った。
開発本部で材料・コーティング開発を担当している淺沼英利さんは、「材料・コーティング開発センターでは、振動切削等のように加工方法が多様化する中でも、ベストなパフォーマンスを出せる製品の材料開発を心がけております。『MS9025』も振動切削において抜群の切削性能を発揮する製品となりました」とモニター越しに笑顔を見せた。
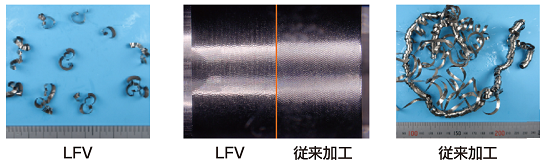
同部署の江畑大輝さんが、小物・高精度加工用のPVDコーテッド超硬材種『MS9025』の優位性について説明をしてくれた。それによると、通常の慣用切削は、ワークの回転に対してインサートが送り方向に一定の速度で移動していく加工になるが、低周波振動切削のLFV加工は、加工中にインサートを軸を切削方向に振動させ、その振動を主軸の回転と同期させながら切削を行う方法だという。

「この加工法の違いは切りくずに現れる」と江畑さん。一定の周波数での振動を加えながらインサートを振動させる加工は、切りくずが均一に細かく分断されるが、慣用切削だと切りくずが長く伸びたものが形成されるのだ。この切りくず処理改善のメリットを江畑さんは、「加工不良が低減されるうえ、切りくず詰まりで機械を停止させる回数も大幅に減少し、生産効率のアップに貢献できます」と話した。
LFVを使用することで想定される問題点も浮き彫りになった。一般的な切削加工と比較しても加工中に振動が生じることで刃先負荷や性質上、加工硬化を起こした部位への衝撃によって、刃先にチッピングが生じる可能性があるのだ。LFVでは通常よりも高い切り込みで加工をすることが想定されるので、高い負荷に耐え得る母材や被膜が求められる。複数回もワークの表面が接触する時間が長くなるので、従来の材種に比べ高い耐摩耗性を有した工具が必要になる。切り込みに対する抵抗を低くするために刃先がよりシャープな形状も重要だ。
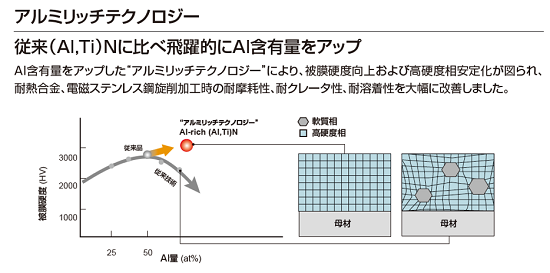
そこで『MS9025』のコーティングに関してはアルミの含有量を従来に対してアップさせたアルミリッチテクノロジーが採用された。通常は、AlTiN(アルミチタンナイトライド)膜は、アルミ量を向上させていくほど被膜の硬度が向上していく一方で、ある一定のラインを超えると軟質な相が膜の中にできてしまい、硬さがどんどん下がってしまう性質がある。今回適用したアルミリッチテクノロジーはこのラインを超えて、よりアルミ含有量が高いまま、さらに硬度を維持しつつ、軟質相が析出しないように相を維持している。この結果、被膜構造および高硬さの相の安定化が実現したのだった。
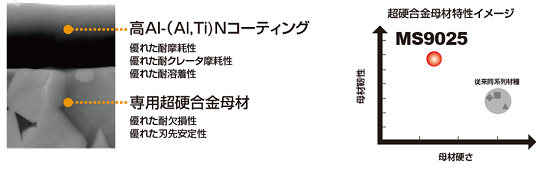
被膜の下の超硬合金母材についても「専用のものを使用し、耐欠損性に優れ、刃先の安定性を発揮する母材を使用しています」とのこと。刃先のシャープエッジ性についての説明は、競合他社品の刃先の画像を見せてもらった。それぞれ電子顕微鏡を用いて拡大した画像だ。他社品は刃先の被膜が剥離したり、刃先付近の被膜に多数の凹凸ができているのに対して、『MS9025』は良好なシャープエッジの状態を維持しているのを確認した。また、500個の加工を実行したあとも『MS9025』は逃げ面の摩耗量を小さく抑えられており、他社品は切り込み境界部分にフレーキングが生じていたり、母材が露出してしまったものもあった。web会議システムに映る開発部隊の皆様の表情は自信に満ちあふれている。
振動切削でも欠けないタフな材質の開発に成功した同社だが、この『MS9025』で培ったノウハウを活用して、今回加工面精度をより向上すると見込まれる新材種『MS7025』を開発中である。少しだけSUS304の加工実例をモニターで確認させてもらったが、ワークに醜い加工の筋が見当たらず、非常に光沢のある状態ではないか! この『MS7025』については来期前半に市場投入を目指して現在、注力しているというので乞うご期待!

