ニュース
日本建設機械工業会 「建設機械の日」を発表

日本建設機械工業会(会長=山本明氏 コベルコ建機社長)が5月26日、シェラトン都ホテル東京(東京都港区白金台)で「建設機械の日」記念日発表会を開いた。11月19日は〝いい重機〟と語呂も良いことから、この日を定めたとしている。
あいさつに立った山本会長は、「日本建設機械工業会は、日本の建設産業の健全な発展を図り、日本経済発展と国民生活の向上に貢献することを目的に1990年に設立した。建機工は今年設立35周年を迎える。この35周年を機に建機工は、11月19日を建設機械の日とする。」と述べた。
また、これを記念して、建設機械の日直後の3連休の中日にあたる11月23日は「KENKIドリーム」で記念イベントを開催する。このイベントでは建設機械の試乗体験や業界の未来につながる遠隔操作技術のシミュレーションなど、建設機械の魅力を提供する。
ニュースダイジェスト社 新社長に八角 秀氏

ニュースダイジェスト社が5月16日開催の取締役会ならびに株主総会において代表取締役社長を交代について決議し、5月21付けで新社長に八角 秀氏が就任したと発表した。なお、樋口八郎社長は、取締役相談役に就任した。
八角社長は、「5月21日付で株式会社ニュースダイジェスト社の代表取締役社長に就任いたしました。2010年に入社して以来、主に編集関連の業務に従事してまいりました。当社はメディア事業として、工作機械分野の専門誌「月刊生産財マーケティング」、産業用ロボット分野のウェブマガジン「robot digest」、工作機械を中心としたファクトリーオートメーション(FA)業界の英文ニュースサイト「SEISANZAI Japan」の3媒体を手掛けております。私はこれら3媒体の編集長として、読者の皆さまに必要とされる媒体へと成長させるべく、日々努力を重ねてまいりました。今後は工作機械分野の専門展「メカトロテックジャパン(MECT)」や産業用ロボット分野の専門展「ロボットテクノロジージャパン(RTJ)」を運営する展示会事業も含め、代表取締役社長としてFA業界および社業の発展に貢献できるよう努めてまいります。」とコメントしている。
日本機械工具工業会 2025年4月分 会員統計生産額まとまる
日本機械工具工業会がこのほどまとめた2025年4月分の機械工具生産額は次のとおり。〈( )内は対前年比〉。■生産額 切削工具 357.1億円(105%)、耐摩耗工具 31.8億円(103%)、総合計 397.2億円(105%)。■ドリル生産額 特殊鋼工具 12.3億円(101%)、超硬工具 40.6億円(108%)、ダイヤ・CBN 0.9億円(88%)、総合計 53.8億円(106%)。■エンドミル生産額 特殊鋼工具 4.7億円(114%)、超硬工具 39.7億円(110%)、ダイヤ・CBN 1.4億円(107%)、総合計 45.7億円(110%)。■カッタ生産額 特殊鋼工具 1.4億円(160%)、超硬工具 5.6億円(106%)、ダイヤ・CBN 0.4億円(120%)、総合計 7.4億円(114%)。■ギヤカッタ生産額 総合計 5.7億円(86%)。■ブローチ生産額 総合計 7億円(90%)。■ねじ加工工具生産額 特殊鋼工具 33.6億円(99%)、超硬工具 3.6億円(96%)、総合計 37.2億円(99%)。■バイト生産額 特殊鋼工具 0.1億円(66%)、超硬工具 8.7億円(111%)、総合計 8.7億円(110%)。■リーマ生産額 特殊鋼工具 1.1億円(83%)、超硬工具 2.4億円(115%)、総合計 3.5億円(102%)。■鋸刃カッタ生産額 特殊鋼工具 1.3億円(111%)、超硬工具 0.6億円(139%)、総合計 1.8億円(118%)。■インサート生産額 超硬工具 137.4億円(106%)、ダイヤ・CBN 19.4億円(98%)、総合計 156.9億円(105%)。■ボディ関係生産額 総合計 15.8億円(98%)。■超硬合金生産額 切削用 110.9億円(94%)、耐摩耐触用 15.4億円(107%)、総合計 128.1億円(96%)。
日本ロボット工業会 マニピュレータ、ロボット統計 2024年受注・生産・出荷実績まとまる
日本ロボット工業会がこのほど、2024年受注・生産・出荷実績をまとめた。■業況 2024年は、世界経済の先行き不透明感が高まる中、中国市況の悪化など、ロボットの需要環境は年間を通して弱さが見られた。会員と非会員を含めた年間受注額は、対前年比1.3%減の8,321億円、生産額は同12.4%減の7,811億円と、それぞれ前年を下回った。出荷実績では、国内向けは自動車製造業向けが増加するなどトータルで増加となった。輸出は実装用が底入れする一方で、溶接用、マテハン用が各地域向けで大きく減少した。 受注・生産・出荷の各状況は以下の通り。■受注・受注台数(台) : 182,464(前年同期比▲8.2%) 【2年連続の減少】 ・受注額(億円) : 8,321(同▲1.3%) 【2年連続の減少】■生産・生産台数(台) : 176,215(前年同期比▲20.1%) 【2年連続の減少】・生産額(億円) : 7,811(同▲12.4%) 【2年連続の減少】■出荷・総出荷台数(台) : 181,412(前年同期比▲20.2%) 【2年連続の減少】・総出荷額(億円) : 8,252(同▲10.6%) 【2年連続の減少】 ―国内出荷台数(台): 46,267(同▲4.1%) 【2年連続の減少】 ―国内出荷額(億円): 2,289(同+2.9%) 【2年ぶりの増加】 ―輸出台数(台) : 135,145(同▲24.5%) 【2年連続の減少】 ―輸出額(億円) : 5,963(同▲14.8%) 【2年連続の減少】■国内出荷内訳電気機械製造業向け・国内出荷台数(台) : 16,300(前年同期比▲4.2%) 【2年連続の減少】・国内出荷額(億円) : 800(同▲2.9%) 【2年連続の減少】自動車製造業向け・国内出荷台数(台) : 12,912(前年同期比+9.8%) 【3年ぶりの増加】・国内出荷額(億円) : 612(同+11.6%) 【2年連続の増加】■輸出内訳電子部品実装用・輸出台数(台): 12,809(前年同期比+13.0%) 【3年ぶりの増加】・輸出額(億円): 2,070(同+11.3%) 【3年ぶりの増加】溶接用・輸出台数(台): 25,563(前年同期比▲31.6%) 【2年連続の減少】・輸出額(億円): 642(同▲31.8%) 【2年連続の減少】
2025年見通し
2025年は、米国の関税政策、地政学的分断による設備投資行動の抑制が憂慮される。一方で、足元では受注の好調さが継続しており、世界的な自動化要求はなお高い水準にあることを示している。不確定要素が重なり合っており、見通しには相応の不確実性が伴うものの、このような状況をふまえ、2025年のロボット受注額は対前年比4.6%増の8,700億円、生産額は6.3%増の8,300億円といずれも3年ぶりの増加を予測としている。
「守りに入らず果敢にチャレンジを!」 牧野フライス精機が創立60周年を迎える


牧野フライス精機(社長=清水大介氏)が去る5月1日に創立60周年を迎え、横浜ベイシェラトン ホテル&タワーズ(神奈川県横浜市西区)で祝賀会を開いた。この日は社員の永年勤続表彰や新ユニフォームの発表もあり会場内は大いに盛り上がった。
あいさつに立った清水社長は、「半世紀以上の長きにわたり会社が存続してこれたのもお客様、仕入れ崎様、協力工場様、先生方、OB・OGの皆様、何よりここにいる社員1人1人のお陰と心から思っている。」と感謝の意を表したあと、「この60年、当社もいろいろなことがあった。良い時代も厳しい時代もあった。今は工場も全て新しくなり、製品群も競争力があり世界で戦える機械を作れている。一昔前を振り返れば本当に厳しい時代があった。注文が殆ど無い時期もあり、作る機械がないので、工場の床がほとんど全て見えていた。その頃、あまりにもやることがないので、100均でローラーを買って皆で床を塗ったことを皆さん、覚えているでしょうか。雨が降ればそこかしこで雨漏りが発生し、水たまりのようになった雨水をスコップでかき出したのを覚えているでしょうか。その頃を振り返れば本当に当社は成長したと思う。」と振り返った。

清水社長は、「もちろん、これがゴールというわけではありません。牧野フライス精機の機械を買って良かった、とお客様から10年後も20年後も言って頂きたい。そのためには、継続して存続し、かつ発展をしていかなければならない。守りには入らず、苦しくてもチャレンジしていかなければならないと思っている。新しいことに挑戦をする、何かを変えていくことは本当に大変だし正直苦しい。ただ、その挑戦を乗り越えていった先には、きっと明るい未来が待っている。世界中のお客様から牧野フライス精機の機械を買って良かった、選んで良かったと言って頂ける日を目指して皆さんと一緒に頑張っていきたい。」と、出席した社員に対して意気込みを示し、声援を送った。
乾杯の発声は大野常務取締役が行った。この中で大野常務は、「50周年、55周年に引き続き、今回が3回目の開催となる。このように格式の高いホテルで執り行うことができることを非常に嬉しく思う。私は1980年の入社になり、今から45年前なので、まだ生まれていない社員も大勢おられるかと思う。この間、常に平穏な時期を過ごしてきたわけではなかった。東日本大震災、経済的にいうとバブル崩壊、100年に一度の大不況と言われたリーマンショック等、非常に過酷な苦しい時期を過ごしてきた。それを乗り越えてこられたのも、皆様の努力の賜である。」と労いの言葉をかけた。

6名の新入社員紹介、永年勤続表彰、KAIZEN表彰、海外チーム紹介のあと、新ユニフォーム発表があり、作業服、制服、機能性の高いブルゾンなどが披露され、大いに盛り上がった。抽選会もあり、豪華景品が当たった社員は喜びを溢れさせていた。
アマダ 事業戦略や最新加工事例を発表

アマダ(社長=山梨貴昭氏、本社:神奈川県伊勢原市石田)が去る5月22日に、伊勢原本社内の「アマダ・グローバルイノベーションセンター(AGIC)」で、アマダグループの今後の事業戦略やInnovation LABOで増加傾向にあるe-Mobilityや半導体に関する最新加工事例に加え、自動化ニーズなどの社会課題に答える新商品などを発表した。
山梨社長から事業戦略の紹介があった。その中でアマダグループの足元の状況に触れ、「中期経営計画では売り上げ収益4,000億円を目指しており、2024年度の実績は売り上げ習癖3,966億円と前年に継ぐ2番目に高い水準となった。本年は中期経営計画最終年度となる。引き続き経営基盤の強化と新製品によって収益を確保する。長期ビジョン2030年に向け、継続してLABOの活用に取り組んでいくとともに、市場拡大と新領域への進出を行い、長期ビジョン達成を目指す。」と意気込みを示した。オープンから約2年が経過したAGICの来場実績は約8,300社、1万8,000名となった。

同社では本年5月15日から約1カ月半、「アマダ・グローバルイノベーションセンター(AGIC)」で特別イベントとして新たなマシンとソリューションを披露するとともに各種セミナーを開催しているが、今回のイベントと今後の戦略ポイントについて山梨社長は、「新製品によるシェア拡大とグローバル市場拡大、主に海外向けに販売を開始するファイバーレーザーマシンとベンディングマシン、高出力ハイバーマシンについてと、全工程の自動化と工場全体の見える化の提案。」と話し、長期ビジョン達成に向けた取組としてM&Aによる市場拡大の説明をした。
今回新たにラインナップに加わるマシンは、ファイバーレーザーマシン「ORSUS-3015AJe」と、ベンディングマシン「SRB-1003」。同社の差別化機能を搭載し、設計の合理化、グローバル調達を含むコストダウンにより、ミドルレンジの中でもコストパフォーマンスの優れたマシンとなる。
特に、ORSUSは、主に日本を除くアジア他、北米、欧州を中心に投入し、対象地域におけるファイバーレーザーマシンの販売台数を約1.3倍に伸ばすことを目標にしている。一方、SRBは主に日本を除くアジア他、欧州を中心に投入し同仕様のベンディングマシンの販売台数を約1.4倍に伸ばすとした。いずれも量の拡大と共に収益性の改善も狙う。
▼関連記事▼
アマダ 海外向けファイバーレーザマシン「ORSUS-3015AJe」、ベンディングマシン「SRB-1003」を販売開始 ~グローバル市場拡大に向けたラインナップを拡充~ | 製造現場ドットコム
次に、ハイエンド市場をターゲットに開発をした高出力ファイバーレーザー発振器登載の高付加価値商品についての説明があった。「9キロワット、12キロワット、15キロワットのシングルモジュールエンジンは、従来のマルチモジュールエンジンと比較してビーム品質が良いエンジンであり、当社のビームコントロールテクノロジーを生かした加工が、より可能になる。」と山梨社長。
エンジンの出力にもよるが、加工性能が15%から30%向上するとともに、発振器のコンパクト化も可能となった。さらに、このシングルモジュールエンジンを波長合波という技術を使い、26キロワットに高出力化することで、ビーム品質を維持したまま出力のみアップできるため、極めて高い輝度のビームを得ることができる。

発振器の加工性能が向上したことにより、より低い出力でも要求仕様を達成することができるため、消費エネルギーの削減、CO2排出量の削減も実現する。
山梨社長は、「アマダが得意とするハイエンドからミドルレンジまでのラインナップにより、それを一層拡大する、拡充することで、差別化した新商品を投入いたし、さらなるシェアの拡大と収益率の向上を目指す。」と意気込みを示した。
安田工業が「Private Show 2025」を開く
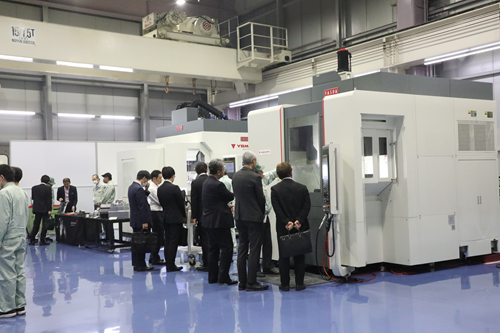

安田工業(社長=安田拓人氏 本社:岡山県浅口郡里庄町)が5月13日~14日の2日間、本社工場にてプライベートショーを開いた。同社のマシニングセンタを製造工場で直接見学できるほか、同社が提案する高精度な〝ものづくりソリューション〟を協賛メーカーとともに紹介したほか、「高精度なものづくりの自動化」をテーマに、中国のユーザーである、Hongrita(ホングリタ)が、「金型加工における自動化の最新事例」を、同社は「YASDAだからできる高精度加工の自動化」について それぞれセミナーを開いた。
セミナーの前にあいさつに立った安田社長は、「当社は創業以来、〝最大ではなく最高を目指す〟というYASDAスピリットのもとに高精度のマシニングセンタの開発、製造に注力してきた。YASDAの高精度マシニングセンタの特長は高精度と同時に高寿命であるが、こういった機械をつくるポイントは設計技術にある。製造技術ではきさげ、組立といった熟練度を要する作業者によって精度をしっかり造り込んでいく。設計と製造の両立がバランス良く一緒になってわれわれの高精度マシンが出来上がる。また、ユーザー様の機械が止まって生産ができない状況になってはいけないので、サービスをしっかりとする、そしてさらに加工条件等の技術情報を提供しながらユーザー様のお役に立っていくことが使命であり、誇りである。」と述べた。
今回のプライベートショーでは、同社の技術力やものづくりの姿勢を来場者に理解してもらうのが狙い。実加工の様子を実際に見学してももらうことで、来場者は機械の剛性、安全性、加工精度を間近で確認。また、周辺機器や計測機器、切削工具など日々の現場に役立つ最新の製品・技術を紹介もあった。さらに、測定作業をリアルタイムで実行することで、同社の機械の精度を客観的に確認できる内容となっていた。
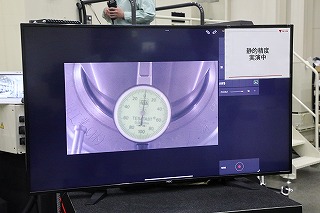
プライベートショーの醍醐味といえば、大型マシンの迫力を実感できる展示内容だが、特に印象的だったのは、『YBM15T』の静的精度/円筒Y-Z直角度/テーブル振れ測定デモだった。針がまったく動かない様子は人々を驚愕させた。
 来場者の盛り上がりポイントのひとつ、「きさげ体験コーナ」では、来場者が並ぶほど大人気だった。
来場者の盛り上がりポイントのひとつ、「きさげ体験コーナ」では、来場者が並ぶほど大人気だった。
「自動化とE-モビリティに焦点」 GROB Japan 松元シニアセールスマネージャーに聞く

100年近くにわたり革新的な生産と自動化システムの設計を行ってきたGROB。同社の永い歴史に裏打ちされたマシン・システムは世界各地の生産拠点でドイツ本社の厳しい基準を採用し、最高レベルの品質を維持している。2019年には販売・サービス拠点として日本支社であるGROB Japanが横浜のみなとみらいに開設。拡販に注力している松元康平シニアセールスマネージャー(以下松元氏)にお話しを伺った。
GROBは来年で100周年!

GROBは1926年、エルンスト グロブ氏によってミュンヘンで創業されて以来、4世代にわたるファミリー企業としてグローバルに展開してきた歴史ある企業だ。2016年には3代目のクリスチャン・グロブ氏がオーナーとなり、システムや工作機械分野で絶えず成長を続けている。4代目にあたるフローリアン・グロブ氏も会社の発展に寄与し、順当に4代続けて事業を継承する方針を打ち出している。
従業員数は全世界で約9,600人。売上高約3,000億円の企業規模であり、ドイツ本社以外に、世界に6つ工場と15の営業サービス拠点がある。他にもブラジル、米国、中国、イタリアに電気モータの生産及び生産設備工場があり、最近ではインドのバンガロールに工場を設立、2024年に稼働している。
松元氏は、「ワールドワイドにそれぞれローカル・トゥ・ローカルの形で製品をご提供できます。お客様のなかには、〝ドイツ製が欲しい〟というご要望のある方もいらっしゃいますが、その場合、ドイツの工場から出荷することも可能であり、お客様がなにを求めているかに合わせて柔軟に対応しています。また、ブラジルのサンパウロ、アメリカのブラフトン、中国の大連で製造している製品ラインナップに関してはドイツとほぼ同じであり、現地現調化をかなり進めています。インドは、まだ開設したばかりですので、今はインド内向けにマシニングセンタを安定的につくれるようにすることと、メンテナンスの拠点として発展させることを主力にしています。」と話す。

GROBの製品は、ドイツ本社で開発・設計しており、それぞれの工場での違いがないよう仕組みをつくっているのも特長だ。現在、同社のホットな話題について尋ねると、「2007年に横形同時5軸のマシニングセンタを販売し始めたら、非常に好評で、様々なお客様にご愛用されており、現在では第2世代に更新したマシニングセンタとして活躍しています。他には、電気モータの組立設備の生産を始めており、電気モータ向けマシニングソリューション、組立ユニットおよびシステムは、自社開発した最新の技術を常に取り入れて、フレキシブル生産やデジタルネットワーク化といった最新の市場の要求に応えています。2019年には日本支社を設立して本年7年目を迎えましたが、日本のお客様にはマシニングセンタをはじめ、こうした自動化プラスアルファの組立機、測定器含めた設備ソリューションをご紹介しています。」と述べた。
E―モビリティ関連に貢献

同社では、ソフトの部分も内製化している。同社製のマシニングセンタだけでなく、例えばドイツ他社の機械やファナックのNCを搭載した日本製の機械も接続でき、Webのプラットフォームで状態を確認することが可能なソフトウエア、クラウドソリューションを提供している。
現在、同社が特に注目しているのは、トレンドでもあるE―モビリティ関連。モータやバッテリの組み立て設備を販売し、最近では燃料電池のセルスタック組立にも取り組んでいる。 「これらについては、E―モビリティの組立設備で自動化において、どういったことが自動車関連産業に対して量産に適用できるかと研究開発を重ねてきた結果です。」と松元氏。
最近は自動車業界に特化した〝システムマシニングセンタ〟の販売に注力しているという。松元氏は、「エンジンのシリンダブロックやギアボックスケース、足回り部品もそうですが、特に注力しているのは、メガ・ギガキャスティング用のマシニングセンタの販売です。近年、自動車のボディフレームを一体成形する動きが加速しています。この機械はギガキャストでの一体型ボディフレームだけでなく、バッテリケースなどにも使えますので、既に海外市場では両方のワーク加工用に多く受注いただいております。今後、電動化の観点からEVだけでなくプラグインハイブリッド車なども増加してくると見込まれていますので、バッテリ部品は大きなものが車内に搭載されるニーズを踏まえ、日本でもこういうものに対応できるマシニングセンタを中心に販売していきたい。」と意気込みを示した。
柔軟でありながらダイナミックな生産を実現! メガ&ギガキャスティング用Fシリーズ

特に松元氏が販売に注力しているのは、メガ&ギガキャスティング用Fシリーズ。バッテリからボディコンポーネントまでの要求が叶うよう特別に設計されたマシンだ。
このマシンの優位性は、作業エリアおける機台の急な傾斜と最適な軸構成によって〝途切れないチップ排除と最適な熱放散〟が実現すること。また、最適化され調整された軸駆動により、工具交換時間が短縮できるといったメリットも有している。また、従来のGROBのマシニングセンタと軸構成が共通であるため、Fシリーズマシニングセンターでも高速加工性と高い剛性を発揮し、バッテリケースのような大きなワークでも加工時間をより早くすることが可能だ。さらに2つスピンドルがついたマシニングセンタもあり、量産加工に非常に向いている。
松元氏は、Fシリーズについて、加工機単体だけではなく、自動化設備と一緒に提案したいと話した。「GROBではマシニングセンタ本体だけでなく、ガントリーやコンベア、ロボット用のステーションなども内製しています。自動化含めて垂直統合で提供できるのがGROBの強みです。ドイツでは、金型、航空宇宙、半導体部品製造の分野でも自動化が非常に進んでいますが、ドイツ流の自動化を推進し続ける所存です。」と力強い。
ドイツ流の自動化にある背景
 〝ドイツ流の自動化〟をなぜ重要視しているのかを尋ねたところ、「人手不足についてドイツは既に深刻ですが、日本も数年後同じような状況になるのではと考えているからです。現在、ドイツの人件費は非常に高いです。私が2019年初めてドイツに行った時のケバブ1個の値段が、大体4、5ユーロだったのです。当時ユーロ、円が130円ぐらいでしたので、ちょっと高いなと思いつつ、ひとつ購入しました。昨年尋ねたときには、ケバブが8、9ユーロに値上がりしていて、かつ1ユーロ170円でしたので約2倍になっていました。もともと700円、800円ほどでも少々高いな、と感じていたのに、さらにその2倍の1,600円です。普通のレストランでこの値段だと、労働者は少しでも高い給料を求めて大手などに人が流出してしまいます。そうすると企業規模の小さい部品メーカーの中には、〝どうしても人が足りない〟という悩みを抱えてしまう。こうした社会的背景もあり、非熟練者でもモノをセットするだけで、あとはロボットなどを活用しながら自動化率を高めて生産していくのが現在、ドイツ流の製造現場であり、ドイツの自動化の進化は、人間をほぼ頼りにしないための背景があるのだと思います。人間はポカミスもありますし、パレットチェンジャをいざセットしてみたら段取りの工程が順番逆になってしまいうまくいってなかったというアクシデントもあります。機械だったら、プログラミングをしておけば間違いようがありません。」と自動化のメリットを話した。
〝ドイツ流の自動化〟をなぜ重要視しているのかを尋ねたところ、「人手不足についてドイツは既に深刻ですが、日本も数年後同じような状況になるのではと考えているからです。現在、ドイツの人件費は非常に高いです。私が2019年初めてドイツに行った時のケバブ1個の値段が、大体4、5ユーロだったのです。当時ユーロ、円が130円ぐらいでしたので、ちょっと高いなと思いつつ、ひとつ購入しました。昨年尋ねたときには、ケバブが8、9ユーロに値上がりしていて、かつ1ユーロ170円でしたので約2倍になっていました。もともと700円、800円ほどでも少々高いな、と感じていたのに、さらにその2倍の1,600円です。普通のレストランでこの値段だと、労働者は少しでも高い給料を求めて大手などに人が流出してしまいます。そうすると企業規模の小さい部品メーカーの中には、〝どうしても人が足りない〟という悩みを抱えてしまう。こうした社会的背景もあり、非熟練者でもモノをセットするだけで、あとはロボットなどを活用しながら自動化率を高めて生産していくのが現在、ドイツ流の製造現場であり、ドイツの自動化の進化は、人間をほぼ頼りにしないための背景があるのだと思います。人間はポカミスもありますし、パレットチェンジャをいざセットしてみたら段取りの工程が順番逆になってしまいうまくいってなかったというアクシデントもあります。機械だったら、プログラミングをしておけば間違いようがありません。」と自動化のメリットを話した。
また、地球環境保全の観点から同社では、エネルギー効率と再生可能な駆動システムをベースにしており、産業分野に合わせた適切なコンセプトを打ち出している。同社の5軸ユニバーサルマシニングセンタは、多様な素材からなるワークの切削加工において幅広い用途に対応している。GROBは顧客のプロジェクトに応じて柔軟に対応する姿勢で、顧客にとっても力強いパートナーとして存在感を強めている。
日本工作機械輸入協会が創立70周年記念祝賀会を開く

日本工作機械輸入協会(会長=金子一彦 三宝精機工業社長)が、去る4月24日、インターコンチネンタルホテル東京ベイで創立70周年記念パーティを開いた。
あいさつに立った金子会長は、あいさつの中で同協会の歴史を振り返り、「当協会は太平洋戦争終結の10年後、1955年4月20日に、輸入工作機械協会として当時の大阪電気倶楽部にて第1回の総会を開催し、創立された。創立当初の会員数は輸入業者を中心とした29社で、うち4社は現在も会員として活躍されている。1955年といえば経産省が国民車構想を発表した年で、日本の自動車産業は来るべきモータリゼーション時代に対応して、エンジン、トランスミッションを含めた自動車の大量生産のために、設備投資が行われ始めた頃。しかし大量生産を実現するには国産の機械がまだまだ発展途上であり、主力設備が欧米諸国から大量に輸入される時代だった。そんな中、欧米の最新の生産設備、生産技術の紹介と、輸入関税緩和の具申を主なミッションとして当協会は創立された。また日本の工作機械各社も技術の革新を迫られ、欧米の工作機械メーカーとの間で技術提携が行われ始めたことで、その橋渡し役としてのミッションもあり、多くの製造業の生産技術の発展と生産設備としての工作機械、機器、測定器の輸入促進に著しく貢献した。1962年に大阪で、第1回日本国際工作機械見本市が開催されたが、これについては大量の輸入工作機械、機器を展示し、その開催に大いに貢献した。またEMO、IMTS等の海外工作機械見本市や、海外メーカーの製造現場の視察を国内のユーザーを連れてツアーを行い、本場の工作機械、機器を直接見ていただき、輸入促進を図ってきた。現在、日本の製造業は、さまざまな苦難を乗り越え世界最高レベルのものづくり大国に成長したことは非常に喜ばしいことで、当協会も微力ながらそれに貢献できたと思う次第である。」と述べたあと、「ここに70周年の節目を迎え、われわれの先輩たちがビジネスの基礎を築いた偉大な功績に大きな感謝と敬意を表すために、未来に向けて引き継いでいくことが、重要な使命であると改めて考えたい。ぜひこれからも世界最先端の工作機械の技術を日本のユーザーに紹介し、日本のものづくりに貢献していきたい。」と力強く思いを示した。

来賓を代表して経済産業省の田中一成 審議官が、「日本工作機械輸入協会は日本の工作機械産業の発展に多大な貢献をされてきた。特に、優れた輸入機械の導入、促進については国内の工作機械産業の技術革新、品質向上に貢献するとともに、自動車産業機械、ユーザー環境の競争力を高めることに重要な役割を果たしてきた。工作機械産業は製造業の基盤であり、この役割はデジタル化、自動化という新しい流れの中で増大している。AI、IoTなどの実現に向けて、貴協会が果たす役割はますます大きくなっていく。ぜひ今後とも最新の技術動向などを会員内外に積極的に共有していただき、業界全体の発展、わが国の製造業の発展につなげていただければと思う。」と声援を送った。
 続いてUNITED GRINDING Management AG、Stephan Nell CEOが祝辞を述べた。
続いてUNITED GRINDING Management AG、Stephan Nell CEOが祝辞を述べた。
乾杯の発声は、日本工作機械工業会の稲葉善治会長(ファナック会長)が行った。
DMG森精機 奈良事業所が世界最大級のシステムソリューション工場へ!


DMG森精機(社長=森 雅彦氏)が、かねてより改装工事を行っていた奈良事業所の稼働を4月より開始した。4月14日(月)には開所式を執り行った。あいさつに立った森社長から、改修の目的などの説明があり、山下 真 奈良県知事、須賀千鶴 経済産業省製造産業局産業機械課課長、稲葉善治 ファナック会長がお祝いの言葉を述べた。

同社の前身、森精機製作所は1948年に奈良県大和郡山市で創業した。大和郡山市にある 奈良事業所では、長らく工作機械の製造を行い、2016年には約5,000㎡のシステムソリューション工場を新設した。
自動化需要の高まりにより、工作機械製造を伊賀事業所(三重県伊賀市)に集約し、従来、工作機械の組み立てを行っていたエリアを改修し、このほど奈良事業所の自動化システム構築エリアは従来比4倍の約20,000㎡となり、業界で世界最大級のシステムソリューション工場として生まれ変わった。
なお、これまでのシステムソリューション工場には、AIおよびEV向け実装基板自動外観検査装置を手掛ける同社グループ 会社のサキコーポレーション奈良事業所が移転し、2025年2月より稼働している。また、近隣には グループ会社のマグネスケールのレーザスケール工場が2026年に稼働予定。

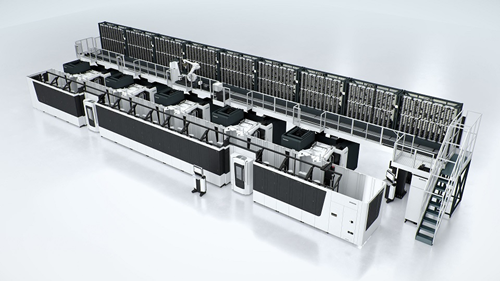
自動化システムは顧客の加工ワークだけでなく、工場環境、勤務形態、生産数などに応じて多種多様な生産形態をとるため、顧客ごとに最適化されたソリューションが必要となる。奈良事業所では、パレットハンドリングシステム、ワークハンドリングシステムなど、多彩な自動化システムの設計から組み立て、出荷前のお客様の立ち会いまでを同社エンジニアが連携し、一貫した生産体制で高品質な自動化システムをワンストップで提供している。
長さ100メートル以上の自動化システムラインも構築可能で、操作盤の組み立てや制御盤の試作品組み立ても実施している。奈良事業所で自動化システムを構築し、精度やシステム動作を確認した後、顧客の工場で再構築する。事前に課題を解決してから出荷するため、顧客の工場での立ち上げまでのリードタイムを大幅に短縮できる。また、厳格な入室規制や監視カメラの設置など、高度なセキュリティ体制を確立しており、機密性が高い案件にも対応している。
奈良事業所は北工場、制御盤工場、南工場の3つの工場と、6階建ての事務所棟があり、約220名の社員が働いている。3、4階は主に自動化開発部門のオフィスフロアがあり、5、6階には100名が収容可能なセミナールーム、社員の憩いの場であるカフェと1,200冊以上の書籍を設置している。また、工場屋根には大規模な太陽光発電パネルを設置し、再生可能エネルギーを活用したサステナブルな生産を実現し、工場内で使用する全ての空調と照明の電力をカバーしている。
奈良商品開発センタ内に「AMイノベーションセンタ」も開所

また、4月より、第二本社である奈良商品開発センタ(奈良市)の1階に、同社最新のAM(Additive Manufacturing)機を設置し、新たに「AMイノベーションセンタ」も開所した。世界最大級のシステムソリューション工場の奈良事業所(大和郡山市)とともに、最先端の技術を顧客に提供する。
金属積層造形技術は、従来の切削加工では困難な形状を造形できるため、世界的に急速な進化を遂げて おり、航空・宇宙、医療、自動車などの分野での応用が拡大している。一から部品を作り上げるだけでなく、 修理や補修の用途でも活用が進んでおり、廃棄物やエネルギー消費の削減にも貢献している。同社は、2022年に伊賀グローバルソリューションセンタ、東京グローバルソリューションセンタ内に「AM Lab & Fab」を開設し、 顧客の金属積層造形の活用をサポートする受託加工サービスを行っているが、受託加工にとどまらず、積層造形技術に基づいて構想設計を行い、同社製工作機械の内製部品の量産に活用するまで、適用範囲が拡大しており、この知見を用いて、顧客の部品の機能向上や技術革新への展開が狙い。
同施設では、DED方式とSLM方式の2種類の金属積層造形機を5台設置している。顧客の多様なニーズに対して、同社エンジニアがDfAM (Design for Additive Manufacturing)により、革新的で創造的な形状の最適設計から積層条件の提案、実際の造形まで行う。また、積層造形の前後工程で必要な粉末保管庫や3Dスキャナーなどの周辺機器も設置しており、AMのショールームとしての役割だけでなく、実際に最先端の金属積層技術を用いて、顧客の製品開発から生産準備、検証までの一連のプロセスを体感できる。
さらに、この施設にはAMの基礎から最先端技術までを学ぶことができる動画・コンテンツや、実用事例として30種類以上のワークを展示している。また、産学連携の取り組みとして、慶応義塾大学との共同開発 プロジェクトも紹介している。
なお、本年年4月1日付けでAM事業のさらなる強化を目的に、DMG森精機Additive株式会社を設立した。設立したAMイノベーションセンタをグローバルのAM技術開発の中心拠点として、さらなる普及・ 発展に寄与し、お客様の生産性向上とビジネスの拡大をサポートしていくとしている。
