ニュース
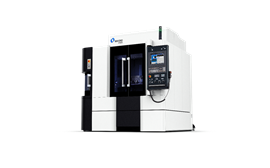
ヤマザキマザック 柔軟な自動化システムの構築と拡張が可能な5 軸加工機「VARIAXIS C-700」を市場投入!

ヤマザキマザックが、このほど幅広い自動化ニーズに対応する同時5軸加工機「VARIAXIS C-700」を開発し、11 月5 日より販売を開始した。
同マシンは、ますます深刻化する人手不足への対応として、さまざまな自動化システムを構築することができ、拡張可能なパレットチェンジャや多段パレットストッカに加え、多関節ロボットを使用した自動化にも対応する。ワーク搬入出用の自動ドアを後付け可能とし、製品導入後でも顧客の生産形態に合わせた自動化システムに対応する。
大型ワークの積載が可能な両端支持タイプのチルト・ロータリーテーブルを採用。X軸とZ軸のストローク範囲を大きく確保し、多面・5軸加工においても工具突き出し量を抑えたビビりのない加工を可能としているのが特長。
CNC 装置マザトロールに搭載した「エナジーセーバー」では、機械稼働中の消費電力を見える化し、さらに加工プログラムの切削量に応じてクーラント吐出量をコントロールすることで、無駄な消費電力を削減する。スラッジの回収と省エネを両立した「スムースクーラントシステム」では、長期間タンクの清掃が不要となるほか、クーラントの交換頻度を削減することで、クーラント廃棄時のCO2 排出量も低減させることができる環境に配慮したマシンだ。
同社はこれからも、製造現場の人手不足に対応する柔軟な自動化システムのソリューションを取り揃え、顧客の生産現場における生産性の向上と環境負荷低減に向けた技術開発を進めていく方針。
VARIAXIS C-700特長
(1)柔軟な自動化システム構築
■生産量の変動に応じて拡張可能な自動化オプション
2 パレットチェンジャは、2PCから4PC、6PCへの拡張が可能。多段パレットストッカは、6PCから12PC、18PCへとストッカ数を拡張できる。

■多関節ロボットの使用を見据えた自動ドアの後付けにも対応 ※オプション
テーブル側面に構造物が無く、多関節ロボットによるワークやパレットの搬入出に必要な機内スペースを確保している。また、単体機として出荷された機械であっても、機械右側面に後付けで自動ドアを装着することが可能。ワーク搬入出用の自動ドアを機械右側面に取り付けることで、機械正面側からのオペレータの作業性を損なうことなく、さまざまな自動化装置の取り付けが可能。(自動ドア後付けは国内向けのみ)なお、右側面自動ドアから搬入出可能な最大ワークサイズは、φ730mm x 500mm となる。
(2)大型ワークの積載が可能なテーブルサイズと余裕あるストローク
■テーブルサイズの拡張
両端2 点で支えるチルト・ロータリーテーブルで大型のワーク積載が可能。

■多面、5 軸加工に必要な余裕のあるストローク
多面・5 軸加工においてテーブルを大きく傾斜させた加工を行う際に、ワークの先端・下方まで刃先がアプローチできるよう、X 軸およびZ 軸ストロークを大きく確保し、工具の突き出し量を抑えたビビりのない加工を可能にする。

(3)環境性能
■稼働中の消費電力を見える化する「エナジーセーバー」
機械稼働中の消費電力と回生電力をモニター上にグラフィカルに表示する。また、加工プログラムの切削量に応じてクーラントの吐出量をコントロールでき、無駄なクーラント使用や消費電力を抑えることができる。

■「スムースクーラントシステム」によりクーラント液を長寿命化 ※オプション
クーラントタンク内に設置したノズルでクーラントを攪拌し、切屑やスラッジがタンク下部に堆積するのを防ぐ。タンク内がクリーンに保たれることで、クーラントの劣化防止や長寿命化につながるほか、タンク清掃などのメンテナンス性も向上する。クーラント交換頻度が削減されることで、廃棄時のCO2 排出量も低減する。
主な仕様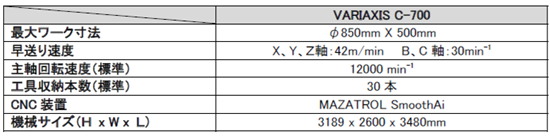
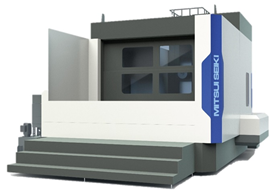
DMG森精機 最大32パレット、最大500 kgの搬送重量に対応 モジュール式パレットハンドリングシステム「PH Cell 500」販売開始!

DMG森精機は、このほど最大32パレット、最大500 kgの搬送重量に対応するモジュール式パレットハンドリングシステム「PH Cell 500」の発売を開始した。
今回新しく発売を開始した「PH Cell 500」は、最大サイズ500×500×750 mm、最大500 kgの搬送重量に対応可能なパレットハンドリングシステム。
機械側面からパレットを搬送する構造により、加工エリアへの高い接近性と優れた作業性を実現している。また、個々の顧客の生産に合わせて設計可能なモジュラー 設計により、1つのシステムでサイズが異なるパレットを使用することもできる。
実際にPH Cell 500を導入した顧客で、主軸の稼働時間を最大3倍まで増加させ、ワーク単価を50%削減できた事例もある。
同社は、DXを用いて工程集約、自動化を促進し、グリーン・トランスフォーメーション(GX)を実現することを マシニング・トランスフォーメーション(MX)と位置付け、推し進めている。工程集約・自動化は、オペレータ数や中間在庫の削減、機械の稼働時間の長期化、完成品の精度向上にも寄与する。
同社では、自動化の普及が顧客の生産性向上に重要な柱と考えており、自動化システムの1つであるパレットハンドリングシステムの開発も継続的に行ってきた。
同社の2023年から3ヵ年の「中期経営計画2025」では、自動化比率を2023年の37%から2025年には50%まで引き上げる目標を立てており、人間工学に基づく優れた作業性と柔軟性、モジュール構造といった特長を持つ自動化システムPH Cell 500は、顧客の生産性向上とMXの実現に貢献するとしている。
■カタログ ↓
https://www.dmgmori.co.jp/download/catalog/detail/id=7143
■動 画 ↓
https://www.dmgmori.co.jp/movie_library/movie/id=7101
主な特長
① 最大搬送重量500 kg、最大ワークサイズ500×500×750 mmまでに対応。
・テーブルに組み込まれたクランピングシステムにより、軸ストロークを有効活用。
② モジュール構造のため、お客様に応じてフレキシブルなシステム構成が可能。
・1つのシステムでさまざまなサイズのパレットを搬送、収納可能。
・最大32枚のパレットを搭載可能(400×400 mmのパレットの場合)。
・機械導入後の後付けや第2ラックの追加にも対応可能
③人間工学に基づく優れた作業性
・機械側面からパレットを搬送する構造により、工作機械の加工エリアに優れた接近性
・工作機械の操作パネルからPH Cell 500の直接操作が可能なうえ、簡単な操作でパレットの自動ローディング / アンローディングが可能
・テーブルに組み込まれたクランピングシステムにより、高精度な位置決めが可能
日新ダイヤモンドがオーエスジーダイヤモンドツールに社名変更
オーエスジー(社長=大沢伸朗氏)のグループ会社である日新ダイヤモンド(社長=神谷伸顕氏が、2024年12月1日付けで、社名をオーエスジーダイヤモンドツール株式会社に変更する。 今回の社名変更は、オーエスジーがオランダに本社を置くPrecision Tools Holdings 傘下のContour社をグループ化し、さらに日新ダイヤモンドが神奈川県のマイクロ・ダイヤモンド社の事業を継承したことに伴うもの。 微細・超精密加工用の単結晶ダイヤモンド工具の製造販売が一つのグループとして対応できる体制が整ったことにより、微細精密加工分野においてさらなる飛躍を目指す方針。
ヤマザキマザック 令和6年秋の褒章 社員が「黄綬褒章」を受章

ヤマザキマザックグループ(本社:愛知県丹羽郡大口町)に勤務する藤澤隆一氏が、令和6年秋の褒章において「黄綬褒章」を受章した。
「黄綬褒章」は農業、商業、工業等の業務に精励し、他の模範となるような技術や事績を有する個人に対して与えられる褒章で、藤澤氏は1984年に入社後、工作機械の組立に30年以上にわたり従事してきた。
主軸ユニットの高精度な仕上げや主軸組立の生産性向上に寄与する作業方法を確立したことなどが評価され、今回の選出となった。
ヤマザキマザックグループで「黄綬褒章」を受けた社員は、今回の受章で累計11名となった。
同社では今後も当社は高度な技能を有する人材の育成に努め、高性能な工作機械の提供を通して世界のものづくりの発展に貢献していくとしている。
■藤澤隆一氏
入 社 年 : 1984年3月21日
職 歴 : 1984年~2007年 美濃加茂製作所 組立課 複合加工機 ヘッド、刃物台 組立
2007年~2014年 美濃加茂製作所 組立課 複合加工機 主軸ユニット組立
2014年~現在 美濃加茂製作所 品質保証課 品質指導、受入部品検査
(1)功績・貢献の概要
【複合加工機の高精度化に貢献】
主軸ユニットは工作機械の心臓部とも言われ、組立において熟練の技能と経験が必要とされる。藤澤氏は長年の経験で培った技能と知識により、振動発生要因となる主軸のアンバランス量を最小限(0.1g 以下)に抑えることができ、組立精度の高精度化に貢献した。
【主軸組立技能の標準化への貢献】
仕上げ技能士として、安定した品質確保に努めると共に、組立作業の暗黙知を形式知化し手順書としてまとめあげることで、生産の標準化に貢献した。
【若手技能者の指導育成に関する功績】
藤澤氏は、特級仕上げ技能士、職業訓練指導員免許を持ち、仕上げ作業指導者として組立作業や機械調整における若手社員への教育を継続してきた。技能育成をバックアップするため社内組織である「技能士会」にも所属し、2004年から現在までに52名の技能士を誕生させた。また2013年より、ものづくりマイスターとして県内の工業高校や、中小企業の若手技能者へものづくり技能を伝える活動を行っており、社内外において技能伝承・人材育成に貢献した。
(2)主な表彰歴・取得検定
表 彰 歴 : 卓越技能者 岐阜県知事表彰、卓越技能者 厚生労働大臣表彰(現代の名工)
技能検定 : 特級技能士(仕上げ、機械保全、機械検査)
令和6年度「卓越した技能者(現代の名工)」にヤマザキマザック社員1名が選出

ヤマザキマザックグループのヤマザキマザックマニュファクチャリング所属である栗田浩之氏が、令和6年度の「卓越した技能者(現代の名工)」に選出された。「現代の名工」は、きわめてすぐれた技能を有し産業の発展に寄与した者を、厚生労働大臣が表彰する制度である。
栗田氏は入社以来、主に工作機械の製造業務に携わり、機械加工・機械組立・保守管理に従事してきた。その間に培ってきた技能と知識により、生産ラインの自動化や組立工程の見直し、後進への育成に力を発揮し、同社の生産効率の向上及び技能伝承に努めてきたことなどが評価され、今回の選出となった。
ヤマザキマザックグループで「現代の名工」に過去選出された社員は、今回で累計15名となった。
今後も同社では、高度な技能を有する人材の育成に努め、高性能な工作機械の提供を通して世界のものづくりの発展に貢献していく方針。
■栗田浩之氏
入 社 日 :1980年3月10日
職 歴 :1980年~1985年 大口製作所 精密部品課
1985年~1993年 サービス統括部 東京営業所サービス
1993年~2003年 美濃加茂製作所 組立課
2003年~2020年 美濃加茂製作所 品質管理課評価チーム
2020年~2024年 美濃加茂製作所 カスタマーサティスファクション(CS)課
〈功績・貢献の概要〉
【機械加工】
ボールねじは刃物台やテーブル部を案内する部品として、工作機械の性能を左右する重要な機械要素の一つ。高精度な加工を実現するためには、位置決め精度が求められる。ボールねじは、この要求を満たすため、高い精度と滑らかな動作を実現し、加工面の高品位化に貢献する。栗田氏は、ボールネジの仕上げ工程における精密研削加工において、円筒研削盤の自動加工化に取り組み、一人で複数台持ちを可能とする作業工程に見直し、生産性を20%向上させた。
【保守管理】
栗田氏が、東京営業所サービスに異動になった1980年頃は、NC旋盤刃物台心出し方法は、各サービスエンジニアの経験値に任されていた。そこで栗田氏は、刃物台の中心を測定する治具を製作し、測定値の正確性と安定性を向上させることに成功した。以降、各営業所に治具を配付し、同社の製品品質向上に寄与し、顧客満足度も向上させた。
【機械組立作業】
従来、工作機械の組立工程においては、各部品が倉庫から出庫される順に組立を行っていた。栗田氏は、QC活動の手法を用いて、主要部品である主軸・刃物台・外装・電装品の各ユニットを別々の工場で完成させて、一つの工場で総組立を行う、モジュールシステムと呼ばれる工法に見直し、機械の組立時間を大幅に短縮させた。
【後進指導育成】
技能検定において技能検定委員や補佐員として試験運営に携わり、美濃加茂製作所及びサービスエンジニアも含めて機械保全技能士1級約80名、特級も約10名を誕生させ、技能伝承に尽力してきた。また、長年培ってきたサービスエンジニアとして機械の保守知識についてサービスガイドに手順書としてまとめあげるなど、サービスエンジニアへの技能教育にも力を発揮してきた。
「メカトロテックジャパン(MECT)2025」満小間で出展申込み受付を終了
「メカトロテックジャパン(MECT)2025」(以下MECT2025) を主催するニュースダイジェスト社は、2024 年11 月14 日(木)17 時をもってMECT2025 の出展申し込み受付を締め切ったと発表した。 MECT2025の出展申し込み小間数が会場の収容力の上限に達したため、当初は25 年2月28 日(金)までとしていた出展申し込み受付期間を前倒しして終了した。今回展では、11 月1日(金)に出展募集を開始して以来、23 年10 月に開催した前回展を上回るペースで出展申し込みが殺到した。最終小間数は2000小間程度の開催規模となる予定で、小間数の確定は25年6月ごろとなる。 来年10月に名古屋市で開催されるMECT2025は、2年に一度東京で開催される日本国際工作機械見本市(JIMTOF)に次ぐ、国内で2番目の規模の工作機械・技術の専門見本市で、通算19 回目となった前回展では、490 社・団体(2101小間)が出展し、会期4日間で77,225人が来場した。 ニュースダイジェスト社の樋口八郎社長は、「地政学的リスクなどのさまざまな懸念材料があり、先行きが不透明な中で多くの出展申し込みをいただけたのは大変光栄なことです。自動化や環境対応など製造業が抱える課題の解決策を見つけられる場とすべく、MECT2025 の開催に向けてしっかりと準備を進めてまいります」とコメントしている。
2024年10月分工作機械受注総額は1,225.5億円
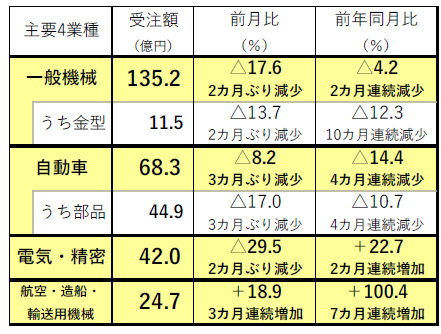
日本工作機械工業会がこのほどまとめた2024年10月分の受注実績は以下の通り。
2024年10月分工作機械受注総額は、1,225.5億円(前月比△2.2% 前年同月比+9.4%)となった。受注総額は、2カ月連続の1,200億円割超で前年同月比は3カ月ぶり増加。内外需とも力強さに欠けるなか、10月は大型受注により堅調水準維持。
内需は334.4億円(前月比△19.5% 前年同月比△0.6%)で、年度半期末効果があった前月からの反動減で2カ月ぶりの350億円割れ。浮上のきっかけが乏しいなかで、横ばい圏内の動きが継続。
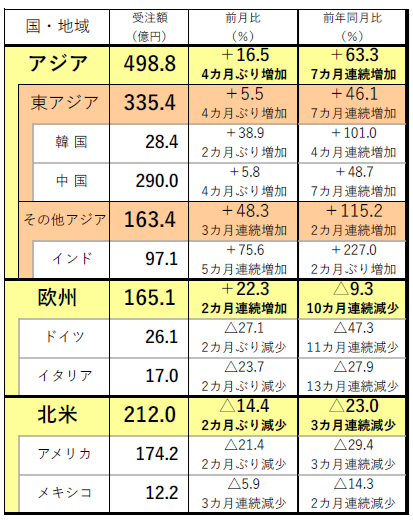
外需は891.1億円(前月比+6.3% 前年同月比+13.6%)で、2カ月連続の800億円超。各地の大型受注が寄与し、850億円も3カ月ぶりに上回る。一方、欧州・北米はやや勢いに欠ける。
10月の受注は大型受注により堅調水準を維持も、受注回復を実感するほどの勢いはなく、季節要因等で内外需とも前月比増加も、受注回復を実感するのほどの勢いはなく、今後の動向を引き続き注視。
10月分内需
334.4億円(前月比△19.5% 前年同月比△0.6%)。
・2カ月ぶりの400億円割れ。350億円割れも2カ月ぶり。
・前月比2カ月ぶり減少。前年同月比26カ月連続減少。
・年度半期末効果の剥落で前月比減少。23年後半以降、総じて横ばい圏内の動向。
(出所:日本工作機械工業会)
10月分外需
891.1億円(前月比+6.3% 前年同月比+13.6%)
・2カ月連続の800億円超で3カ月ぶりに850億円も上回る。
・前月比2カ月連続増加。前年同月比3カ月ぶり増加。
・アジアを中心に大型受注が発現し、外需を押し上げる。欧州はやや持ち直す。
(出所:日本工作機械工業会)
【工作機械編】「JIMTOF2024」注目各社の見どころはコレだ!

「JIMTOF2024」で出展される注目各社の最新工作機械を公開!
アマダグループ/岡本工作機械製作所/キタムラ機械/GROB Japan/黒田精工/芝浦機械/DMG森精機/ナガセインテグレックス/牧野フライス精機/牧野フライス製作所/三井精機工業/安田工業/ヤマザキマザック/碌々スマートテクノロジー(あいうえお順)
「FOR YOUR FUTURE ~未来を創る金属加工のトータルソリューション~」をテーマ
●アマダグループ

アマダグループは、板金、微細溶接、切削・研削盤、プレス自動化ソリューション・ばね成形機事業より、国内展示会初披露となる3機種を含む全10機種を出展。板金事業は、新開発の26kW高出力自社製ファイバーレーザ発振器を搭載したファイバーレーザマシンを国内初披露! 微細溶接事業では、レーザ溶接の良否判定や予防保全に最適なウエルドモニターと、剥離・マーキング等に対応するレーザ加工機を出展。切削・研削盤事業では、新技術の可変パルスカッティング機構を搭載し、切削抵抗を大幅に低減、高速安定切断を実現する、パルスカッティングバンドソーを国内展示会で初披露! さらに、デジタルプロジェクターを搭載し複雑な円筒研削製品の計測作業を容易化したデジタル2円筒プロファイル研削盤を世界初披露する。プレス自動化ソリューション・ばね成形機事業では、順送プレス加工自動化システムを出展する。
新機能に「遠隔監視システム」と「待機電力削減」
●岡本工作機械製作所
 今回の目玉は、「PSG52SA1」は自動化と高い汎用性を兼ね備えた汎用平面研削盤だ。本機は機上計測ユニット「Quick Touch」をオプションにて実装している。これにより、手動操作でワークの厚み計測ができ、工程集約に大きく貢献。さらに、計測数値の算出により「といしの当て込みの自動化」が可能となった。また新機能として、別端末で加工状況の確認ができる「遠隔監視システム」と、待機電力を削減する「省エネモード」を今回のJIMTOFで初公開する。
今回の目玉は、「PSG52SA1」は自動化と高い汎用性を兼ね備えた汎用平面研削盤だ。本機は機上計測ユニット「Quick Touch」をオプションにて実装している。これにより、手動操作でワークの厚み計測ができ、工程集約に大きく貢献。さらに、計測数値の算出により「といしの当て込みの自動化」が可能となった。また新機能として、別端末で加工状況の確認ができる「遠隔監視システム」と、待機電力を削減する「省エネモード」を今回のJIMTOFで初公開する。
「JIMTOF2024ではまだ製造現場ドットコムで紹介しきれていない製品が展示されているので、ぜひ皆様にブースまでご来場いただきたい!」とのことで期待が高まる。
失敗しない自動化システムを4機種出展!
●キタムラ機械

今回、同時5軸制御マシニングセンタをはじめ、失敗しない自動化システムを4機種出品する。キーワードは「ALL-In-One SMART FACTORY」。「Machining Challenges-Simplified」をスローガンに掲げ、2008年に開発した業界初、アイコン表示のスマートフォン感覚で簡単操作できる独自CNC装置「Arumatik-Mi」を搭載し、納入後でもいつでも常に最新機能にアップグレードできるうえ、機械も標準機を使い慣れたうえで、多数本工具交換装置(ATC)や多面自動パレット交換装置(APC)等の自動化システムへトランスフォームできる。リスクと負担の少ない自動化への移行が行える。
1台のマシンで様々な加工の要望を叶える!
●GROB Japan
 注目したいのは、GROBのGシリーズ横型同時5軸マシニングセンタ。GROB独自の軸構成と主軸の「トンネルコンセプト」により、高い剛性を発揮し、工具交換時にワークエリアでの干渉を防ぐ。この特性により、自動車、金型、航空宇宙、医療技術など幅広い業界の加工ニーズに応える。また、GROB独自の軸構成により、高い剛性と切削性能を発揮し、テーブルを上下逆さまにしたオーバーヘッドマシニングにより切り屑をテーブルから自由落下で処理、加工エリアに完全に干渉しない位置での工具交換、短い工具と500mmを超えるロングツールの併用が可能で、1台のマシンで大容量切削、同時5軸加工、長穴加工と様々な加工の要望を叶えることができる頼もしいマシンだ!
注目したいのは、GROBのGシリーズ横型同時5軸マシニングセンタ。GROB独自の軸構成と主軸の「トンネルコンセプト」により、高い剛性を発揮し、工具交換時にワークエリアでの干渉を防ぐ。この特性により、自動車、金型、航空宇宙、医療技術など幅広い業界の加工ニーズに応える。また、GROB独自の軸構成により、高い剛性と切削性能を発揮し、テーブルを上下逆さまにしたオーバーヘッドマシニングにより切り屑をテーブルから自由落下で処理、加工エリアに完全に干渉しない位置での工具交換、短い工具と500mmを超えるロングツールの併用が可能で、1台のマシンで大容量切削、同時5軸加工、長穴加工と様々な加工の要望を叶えることができる頼もしいマシンだ!
「加工と計測のSmart化」を実現する製品を出展
●黒田精工
 来年100周年を迎える黒田精工は「KURODA Smart machines, Smart Future (for 100 anniversary)」をテーマに「加工と計測のSmart化」を実現する製品を出展する。目玉は今年度発売を開始する新製品・精密ロータリー研削盤「GSR-600」だ。
来年100周年を迎える黒田精工は「KURODA Smart machines, Smart Future (for 100 anniversary)」をテーマに「加工と計測のSmart化」を実現する製品を出展する。目玉は今年度発売を開始する新製品・精密ロータリー研削盤「GSR-600」だ。
最大の特徴は独自設計の油動圧軸受けと大径アンギュラベアリングを併用したロータリーテーブル。φ630のテーブルは上面の振れ精度、回転精度が高く、安定して高精度加工を行える。ワークの着脱や覗き込みが行いやすいハンドル・スイッチレイアウト、現場作業者目線の操作性など平面研削盤で培ってきたノウハウを生かした一台となっている。
「経験に裏打ちされた信頼と技術力で未来を形に」がテーマ
●芝浦機械

今回は、「経験に裏打ちされた信頼と技術力で未来を形に」をテーマとし、3台の機械を出展。①エネルギー業界をはじめ重厚長大ワークへ高効率加工を可能にした主軸径150㎜のロングノーズ主軸を搭載した横中ぐりフライス盤「BTH-150.R35」②2軸ロータリーテーブルと空気静圧HSK主軸で超硬直彫り5軸加工を可能とし撮像式工具形状測定器、工具経路ベクトル補正、撮像式ワーク測定システムなど多彩な自律支援機能で高精度加工を実現する超精密マシニングセンタ「UVM-450D(5AH)」③超精密非球面加工機のラインナップに油静圧案内モデル「ULG-100G(S)」を追加。非接触の案内による非常に滑らかな加工面を実現。定評あるV-V転がり案内と併せ、加工対象に応じた最適な案内面を提案する。
「DMG MORI MX(マシニング・トランスフォーメーション)」がテーマ
●DMG森精機
今回はなんと、東8ホールと南1ホールにて、5軸・複合加工機、アディティブマニュファクチャリング(金属積層造形)による 工程集約、生産性向上に貢献する自動化システム、地球環境の保護に貢献するグリーン・トランス フォーメーション(GX)の取り組み、および全体プロセスから生じる情報の収集・可視化・分析を行うデジタル ソリューションを紹介する。グループ会社を含む全ての出展機に、最新の操作盤「ERGOline X」を搭載するというから要チェックだ。「工程集約・自動化を通してGXを実現し、その一連の流れをDXで加速する工作機械を中心とした製造プロセスの変革をぜひ当社ブースにてご体感ください。」とのことで、当社の最新技術を結集し、次世代の製品・技術の方向性を一同に体感できる6日間となる。
新たなる「価値」と「市場」の創造 新規開発6機種を発表
●ナガセインテグレックス

「新たなる〝価値〟と〝市場〟の創造 -超越精密-」をテーマにした同社。今回は「超越精密」という新たな概念により、今まで達成できなかった「価値」と「市場」の創造を提案するとともに、異次元のマシンや加工システムの数々を一挙展示。新規開発マシン6機種を発表する。独自のマシン開発手法である「IGTARP DESIGNⓇ」(イグタープデザイン)を6機種中5機種に採用。新世代のミドルレンジ超精密/高精度門型平面研削盤「SGX-126」「SGX-168」、大型金型および部品の加工時間を大幅短縮する超精密門型成形平面研削盤「SGD-3012」、他にはない超精密・超能率ロータリー研削盤「RG-700」、刃物を選ばない超精密ナノマシン「N2C-520」、次世代型サブナノマシン「NSL-280」、さらに業界初のAI砥面観察システム「GRIDE EYEⓇ」、AIを搭載した次世代型研削盤など新規開発機及び多彩な周辺機器を初披露する。
monocam2による自動化提案と第三世代ソフトウェアTool Creator®に注目!
●牧野フライス精機

今回出展するのは、①自動ワーク交換装置と砥石・研削液ノズル交換装置を標準搭載した全自動機の高精密CNC工具研削盤「AGE30FX」、②小径から中径工具を高精度に生産可能なコンパクト全自動機の高精密CNC工具研削盤「SG10」、③極小径工具の製造に特化した高精密CNC極小径工具研削盤「DB1」、④標準工具から特殊工具まで対応する同社の第三世代ソフトウェア「Tool Creator ®」だ。なかでも特に注目したいのは、「Tool Creator ®」で、自動化などを想定し、様々な外部機器との連携やデータ読み込みなど、高度な拡張性を備えている。本ソフトウェアは展示機全てに搭載され、かつ専用の展示スペースでは来場者に「Tool Creator®」を実際に操作できるとのこと。
youtubeでも見どころを配信している。https://youtu.be/7cX4NGt_rCc
初公開! Vシリーズがさらに進化した!
●牧野フライス製作所
 今回、初公開される新しいVシリーズの一つ、立形マシニングセンタ「V300」。この機種は、6000台以上の販売実績を誇り、市場で高い評価を博している「V33i」の安定した加工精度を、「いつでも だれでも どこでも」再現できるように進化させた後継機として発表! 従来の「V33」、「V33i」で高い評価を博している加工精度、加工面品位はもちろんのこと、切りくず処理に関しては、加工室内の切りくず排出口を拡大し、Y軸カバーに一枚カバーを採用することで信頼性をさらに高めている。また、長時間運転による自己発熱への改善を施し、設置環境の温度変化による機械全体の姿勢変形抑制にはeSTABILIZER(標準) を採用した。これにより、温度環境に影響されない長時間運転での安定した加工精度と経済性を考慮した省エネルギーを実現する。「お客様の課題を共に解決するために、進化を遂げた新製品を含む豊富な製品ラインナップをご用意しております。」とのことで、要チェックだ!
今回、初公開される新しいVシリーズの一つ、立形マシニングセンタ「V300」。この機種は、6000台以上の販売実績を誇り、市場で高い評価を博している「V33i」の安定した加工精度を、「いつでも だれでも どこでも」再現できるように進化させた後継機として発表! 従来の「V33」、「V33i」で高い評価を博している加工精度、加工面品位はもちろんのこと、切りくず処理に関しては、加工室内の切りくず排出口を拡大し、Y軸カバーに一枚カバーを採用することで信頼性をさらに高めている。また、長時間運転による自己発熱への改善を施し、設置環境の温度変化による機械全体の姿勢変形抑制にはeSTABILIZER(標準) を採用した。これにより、温度環境に影響されない長時間運転での安定した加工精度と経済性を考慮した省エネルギーを実現する。「お客様の課題を共に解決するために、進化を遂げた新製品を含む豊富な製品ラインナップをご用意しております。」とのことで、要チェックだ!
「人」と「技術」を未来へ
●三井精機工業
今回は新機種2台の他に工作機械とコンプレッサが融合したカーボンニュートラルの事例を紹介する。
注目したいのは、大型高精度横形マシニングセンタ「HPX150」。このマシンは横形マシニングセンタの中でも最大クラスのストロークとワーク積載質量を兼ね備え、クイル主軸を搭載した大型マシン。航空機、建機、半導体製造装置、発電、産業機械、工作機械などの大型部品を高精度に加工ができる。JIMTOFには全体カバー無しで、大径φ130mm, W軸ストローク500mmのクイル(オプション)を装備している。大型ワークへの接近性が向上、直線軸の早送り速度はクラス最速の15m/min、最大ワークサイズは直径φ2800mm高さ2000mm(オプション)、最大積載質量15t(オプション)。ユーザーのニーズに応じてカスタマイズが可能。もうひとつの新製品は、高精度ジグ研削盤「J350G Ⅱ」。ジグ研削盤は高精度金型や光学関連や測定関連の部品加工などに使われる最終仕上げを目的とした機械だが、今回、J350Gの特徴に加え、J350GⅡでさらに精度に磨きをかけて丸穴加工の真円度・円筒度を飛躍的に向上させている。
スローガンは「Beyond the Future with YASDA : YASDAで未来を超える」
●安田工業
 今回のJIMTOF2024では、「Beyond the Future with YASDA : YASDAで未来を超える」をスローガンに掲げ、誰でも簡単に高精度加工を再現できる自動化展示を中心に、「精度や品質を重視しつつ、デジタル技術を活用したものづくりで、お客様に“真の価値”を提供できる製品とソリューションをご提案させていただきます。」と自信を見せる同社。特に注目したいのは「YBM Vi50」で、このマシンは、トレンドとなっている冷間鍛造金型やダイキャスト金型、航空機部品、半導体製造装置といった大型ワークの高精度加工に対応するハイエンド5軸マシニングセンタだ。搭載ワークの最大径はφ650mm、最大重量500kgまで対応可能で、会期中はEROWA社製AWCとの連携による高精度5軸部品加工の自動化を提案してくれる。
今回のJIMTOF2024では、「Beyond the Future with YASDA : YASDAで未来を超える」をスローガンに掲げ、誰でも簡単に高精度加工を再現できる自動化展示を中心に、「精度や品質を重視しつつ、デジタル技術を活用したものづくりで、お客様に“真の価値”を提供できる製品とソリューションをご提案させていただきます。」と自信を見せる同社。特に注目したいのは「YBM Vi50」で、このマシンは、トレンドとなっている冷間鍛造金型やダイキャスト金型、航空機部品、半導体製造装置といった大型ワークの高精度加工に対応するハイエンド5軸マシニングセンタだ。搭載ワークの最大径はφ650mm、最大重量500kgまで対応可能で、会期中はEROWA社製AWCとの連携による高精度5軸部品加工の自動化を提案してくれる。
自動車産業のトレンドを押さえたマシンが登場!
●ヤマザキマザック
 目玉となるのは、ホカホカの新製品、一体成型されたアルミダイカスト部品の加工に最適な横形マシニングセンタ「FF-1250H」だ。自動車産業では部品点数の削減や車体の剛性を高めるため、サブフレームなどの構造部品を鋳造で一体成型する「ギガキャスト」と呼ばれる生産技術の導入が始まっている。これにより、大型のアルミダイカスト部品の加工に対応した高い生産性を持つ工作機械のニーズが高まりを受けた同社。今回開発したFF-1250Hは、今後増加が見込まれる自動車のサブフレームなどの大型で形状が複雑なアルミダイカスト部品の量産加工に特化した機械なのだ。最大で直径1600mm、高さ1100mm の大型ワークを積載可能なチルト・ロータリーテーブルを搭載し、形状が複雑なワークでもワンチャッキングでの多面加工で工程集約を実現。#50クラスの主軸を採用しており、大径・重量工具や特殊形状工具での効率的な加工が可能。切粉の排出性を高めた加工エリアの構造により、長時間無人運転を行う量産ラインにも対応する。
目玉となるのは、ホカホカの新製品、一体成型されたアルミダイカスト部品の加工に最適な横形マシニングセンタ「FF-1250H」だ。自動車産業では部品点数の削減や車体の剛性を高めるため、サブフレームなどの構造部品を鋳造で一体成型する「ギガキャスト」と呼ばれる生産技術の導入が始まっている。これにより、大型のアルミダイカスト部品の加工に対応した高い生産性を持つ工作機械のニーズが高まりを受けた同社。今回開発したFF-1250Hは、今後増加が見込まれる自動車のサブフレームなどの大型で形状が複雑なアルミダイカスト部品の量産加工に特化した機械なのだ。最大で直径1600mm、高さ1100mm の大型ワークを積載可能なチルト・ロータリーテーブルを搭載し、形状が複雑なワークでもワンチャッキングでの多面加工で工程集約を実現。#50クラスの主軸を採用しており、大径・重量工具や特殊形状工具での効率的な加工が可能。切粉の排出性を高めた加工エリアの構造により、長時間無人運転を行う量産ラインにも対応する。
技術革新を象徴する「AndroidⅢ-MT」の複合微細加工機コンセプトモデルが登場!
●碌々スマートテクノロジー
 あのAndroidがさらに進化し、Ⅲにバージョンアップ! 「Android Ⅲ」の進化した点は、加工面品位の向上をさらに目指して案内機構を改良。これにより従来機と比べてウェービング量を約50%に押さえることに成功。また、主軸内部構造を見直し、最大13%の剛性アップ(OP)を実現。さらに、気化熱対策(OP)として鋳物に直接切削材がかからないようにすることで、この姿勢変形を押さえて高い精度を維持する。注目したいのは、同社独自のオペレーターインターフェースだ。「MA-OS2」とさらに進化を遂げた。同社では、「微細加工の精度向上は、単に加工機の性能を進化させるだけでは達成が難しい段階に入っている。これからの精度向上における重要なキーワードは〝工程集約〟。今回のターゲットは〝研削加工〟。」としている。漆黒のマシンに要注目だ!
あのAndroidがさらに進化し、Ⅲにバージョンアップ! 「Android Ⅲ」の進化した点は、加工面品位の向上をさらに目指して案内機構を改良。これにより従来機と比べてウェービング量を約50%に押さえることに成功。また、主軸内部構造を見直し、最大13%の剛性アップ(OP)を実現。さらに、気化熱対策(OP)として鋳物に直接切削材がかからないようにすることで、この姿勢変形を押さえて高い精度を維持する。注目したいのは、同社独自のオペレーターインターフェースだ。「MA-OS2」とさらに進化を遂げた。同社では、「微細加工の精度向上は、単に加工機の性能を進化させるだけでは達成が難しい段階に入っている。これからの精度向上における重要なキーワードは〝工程集約〟。今回のターゲットは〝研削加工〟。」としている。漆黒のマシンに要注目だ!
【切削工具・周辺機器編】「JIMTOF2024」注目各社の見どころはコレだ!
「JIMTOF2024」で出展される注目各社の最新切削工具・周辺機器を公開!
イスカルジャパン/イワタツール/オーエスジー/オーエスジーダイヤモンドツール(日新ダイヤモンド)/北川鉄工所/サイトウ製作所/住友電気工業/ダイジェット工業/大昭和精機/日進工具/不二越/ブルーム-ノボテスト/三菱マテリアル/MOLDINO/ユキワ精工(あいうえお順)
収益性と生産性上げる工具シリーズ
●イスカルジャパン
『限りない技術革新に挑戦!』をモットーに、研究開発を続けるイスカルの最先端工具『LOGIQUICK』シリーズを中心に展示する。変化する市場のニーズを取り込み、製造現場において生産性と収益性の向上を実現する製品群をラインアップした。
自動盤 背面加工用モジュラー工具「QUICK-SWISS」、5コーナー仕様 突切/溝入/軽旋削加工用工具「QUICK-PENTA」、サイドスクリューロック機構付き、新コンセプトドリル「QUICK-DRILL」、高能率・高剛性ヘリカルカッター「QUICK-X-FLUTE」、インサート交換式 低抵抗スレッドミル「QUICK-M-THREAD」などの製品群がズラリと並ぶ!
生産性向上を提案
●イワタツール

今回は、新製品のドリルミルやトグロンマルチチャンファーといった高速加工に特化した製品で生産性向上を提案する。高速ヘリカル穴加工エンドミルの「ドリルミル」は、特徴的な底刃形状により切削抵抗を大幅に低減。さらにオイルホールによって切粉を効率よく排出し、ヘリカル加工として革新的なスピードでの加工を可能にする。鉄・ステンレス用などラインナップ拡充。高速面取工具のトグロンマルチチャンファーは通常の3~7倍の速度で面取りが可能にする。さらに裏面取りが新登場。ブース内ではこれら工具を使用し、3つの機械で「高速・微細精密・ロボットマシニング」をテーマに加工実演を常時行う。また、6日には加工時間短縮の方法と手法を題材としたワークショップを開催。同日ロボット加工技術研究会としてのワークショップも開催する。
省人化な可能な工具開発で人手不足問題に対応
●オーエスジー

同社では、自動化、省人化が可能な工具の開発を通じ、生産現場の人手不足問題に対応する。また、持続可能な社会の実現に向け、環境配慮につながる製品を提案する。今回の一押しは、高機能・低炭素型転造タップ「GREEN TAP」(GRT)。この製品は、独自の新製法を採用し、従来と比較しタップ製造時の消費電力量を削減することで、CO2排出量を削減する。GRTの特長的な形状は、被削材の塑性流動をCAE解析し、刃先強度を最大限に高めるために開発された特殊ねじ部仕様(PAT.P)にある。これにより、耐折損性・刃先強度が向上し、高い耐久性を実現する。耐久性の向上は廃棄物の削減にも繋がるので環境にも配慮した製品だ。その他には、「Aブランド工具」、硬脆材加工用工具「6C x OSG」、工具自販機「MONOlithbox」等の展示に力を入れ、環境配慮につながる製品を提案する。
世界初の単結晶切削工具標準品のNブランドを展開
●オーエスジーダイヤモンドツール(日新ダイヤモンド)
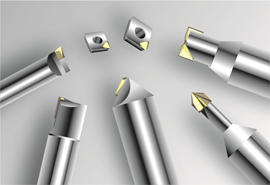 本年、11月1日にオーエスジーグループの日新ダイヤモンドが12月1日より〝オーエスジーダイヤモンドツール〟に社名を変更すると発表! 今回のJIMTOFでは、オーエスジーブース内にて、マイクロダイヤモンドの極小径単結晶エンドミル、ドリル。コンツールの超精密インサート、バイト。ボリュームゾーン向けダイヤモンド切削工具の展示、説明を行う。また、世界初の単結晶切削工具標準品のNブランドのカタログを紹介、配布する。オーエスジーグループは、現在、ダイヤモンド工具市場における微細精密加工分野の開拓を大きく前進させる勢いを持っており、電子関係の精密金型、医療系の金型分野に進出する大きな力に目が離せない!
本年、11月1日にオーエスジーグループの日新ダイヤモンドが12月1日より〝オーエスジーダイヤモンドツール〟に社名を変更すると発表! 今回のJIMTOFでは、オーエスジーブース内にて、マイクロダイヤモンドの極小径単結晶エンドミル、ドリル。コンツールの超精密インサート、バイト。ボリュームゾーン向けダイヤモンド切削工具の展示、説明を行う。また、世界初の単結晶切削工具標準品のNブランドのカタログを紹介、配布する。オーエスジーグループは、現在、ダイヤモンド工具市場における微細精密加工分野の開拓を大きく前進させる勢いを持っており、電子関係の精密金型、医療系の金型分野に進出する大きな力に目が離せない!
製造工程の課題に対応したシステムやチャックを展示
●北川鉄工所

Kitagawaは製造工程の課題に対応したシステムやチャックを展示する。注目製品はKitagawaの次世代スタンダードチャックBRシリーズの技術から開発した『BR-AJC』。チャックメーカーのオートジョーチェンジシステムで、ファクトリーオートメーションに寄与するものである。その他にも、新たな加工域を提供するNC円テーブル、省人・自動化システム、低歪みチャックなどを展示する。
生産性向上、省人化、精度向上など製造現場の悩みを解決! 「皆様のご来場を心よりお待ちしております。」とのこと。
https://www.jimtof.org/search/jp/ESdetails?e=MZNMjQYloJg
「クロスグルーブドリル」を初公開!
●サイトウ製作所
 今回同社の目玉となるのは、新製品の「クロスグルーブドリル」。JIMTOFで初公開となる。この製品は、非鉄金属・樹脂の深穴加工用ドリルで、①センタースルー設備不要で深穴加工を実現、②クーラント供給量UPで綺麗な穴面、③Shine Coating (DLC)で安定加工の3つの特長を有し、外周の4本の逆ネジレ溝がクーラントの供給効率を高め滞留クーラントが増加。冷却性と潤滑性が向上することで、深穴でも安定加工が可能となっている。
今回同社の目玉となるのは、新製品の「クロスグルーブドリル」。JIMTOFで初公開となる。この製品は、非鉄金属・樹脂の深穴加工用ドリルで、①センタースルー設備不要で深穴加工を実現、②クーラント供給量UPで綺麗な穴面、③Shine Coating (DLC)で安定加工の3つの特長を有し、外周の4本の逆ネジレ溝がクーラントの供給効率を高め滞留クーラントが増加。冷却性と潤滑性が向上することで、深穴でも安定加工が可能となっている。
仕様は、刃径: φ0.5~φ2.0 0.1トビ (計16サイズ)、刃径公差: +0/-0.005、対応穴深さ(L/D): 30、40、50、シャンク径: 3.0、コーティング: Shine Coating(DLC)。
様々な産業のニーズに応えた工具を展示
●住友電気工業
 同社の一押し製品は、インサート交換式ドリル「SumiDrill® GDX型」。超硬の使用量が少なく低コストであり、また工具管理に優れ、再研磨の必要がないインサート交換式ドリルは、自動車産業をはじめとする幅広い分野で使用されており、その需要は年々増加している。
同社の一押し製品は、インサート交換式ドリル「SumiDrill® GDX型」。超硬の使用量が少なく低コストであり、また工具管理に優れ、再研磨の必要がないインサート交換式ドリルは、自動車産業をはじめとする幅広い分野で使用されており、その需要は年々増加している。
また、インサート交換式ドリルでは対応が難しい深穴加工も、近年は風力発電部品をはじめとする大型加工部品でのニーズが高まっていおり、同社では、これらのニーズに応えるため深穴加工(L/D=7)にも対応したインサート交換式ドリル「SumiDrill® GDX型」を開発。これにより、従来インサート交換式ドリルでは対応が困難であった深穴やステンレス鋼、一般構造用圧延鋼材でも安定加工を実現する。
多様化、難削化に適応し加工改善に貢献!
●ダイジェット工業

今回、同社の見どころは、多様化、難削化する被削材に適応し、お客様の加工改善につながる高能率・高性能な最新MC加工用工具(金型加工用工具・ドリル)を中心に出展。主な出展製品は、エアロチッパーミニ、EXSKSシリーズ、頑固一徹、モジュラーヘッドシリーズなどで、特に注目したいのは、「エアロチッパーミニ」。従来品エアロチッパーと比較し、小型インサート採用かつ小径多刃仕様とすることで、さらなる高速高能率な加工が可能になった。全周研削による高精度な3次元ブレーカ形状のインサートにより、切削抵抗を低減。高精度な本体設計で刃先精度が高く、優れた立て壁加工精度と正面加工精度が得られる。平行キーの採用でインサートの動きを抑制し、高速回転にも対応する。
豊富な製品群が目白押し!
●大昭和精機

同社の注目したい製品は、次の6つ。①SFハイドロチャック、②SWSボーリングヘッド、③センタスルー・アングルヘッド、④スマートダンパー・大径ボーリング、⑤メガチャンファーヘッド、⑥PGストレートコレット。その中で特に注目して欲しいのは、焼きばめ方式の〝SFスリーブ〟を繰り返し振れ精度の優れたハイドロチャックでクランプする「SFハイドロチャック」。SFスリーブをSFハイドロチャック本体に挿入するだけで突き出し長さが固定されるため、用途に応じた刃先の管理として最適。また、「SWSボーリングヘッド」もヘッドの中央部に組み込まれたシンクロセッターにより、2枚刃が連動し簡易測定器(マイクロメーター等)でも素早い加工径の調整が可能だ。「センタスルー・アングルヘッド」は、機械主軸からのクーラントを的確に刃先に供給するセンタスルータイプのアングルヘッドで、独自のシーリングでクーラントの内部侵入無し。位置決めブロックからの給油に際しての工事などが不要である。
トータルコスト削減に寄与
●日進工具

目玉となるのはJIMTOF初日に販売を開始するホカホカの新製品、MPXコーティング SUS420用ロングネックボールエンドミル「XRBH230」だ。この製品はSUS420系ステンレス鋼(52HRC)相当品の切削に特化しており、SUS420系ステンレス鋼(熱処理後)の直彫り加工時において、同社従来品比で工具寿命を2倍以上向上させた2枚刃ロングネックボールエンドミルである。
新開発したコーティング「MPXコーティング」と最適化した工具デザインで、工具寿命が飛躍的に向上した。寿命向上は、単に工具費の削減のみならず、段取り時間の削減や磨き工程の削減、ツールパス時におけるデータ制作費の削減など、トータルコスト削減に大きく寄与する。また高精度なシャンク径精度(-0.001~-0.003)が、毎回安定した品質・性能の工具を提供でき、自動化へ大きく貢献する。
人気の「バリレスシリーズ」が拡充! 非鉄金属用(アルミ)が登場!
●不二越
 昨年登場した同社の〝バリレスシリーズ〟は市場から大きな注目を浴びたが、今回はこの人気シリーズから非鉄金属用(アルミ)用工具が新登場! JIMTOFで初披露する。〝加工の悪〟といわれるバリに着目したこのシリーズだが、今回は待望のアルミ用が出たということで期待も高まる。アルミは展性が高く、穴加工の出口側で材料が伸びてバリ大となりやすい点が厄介なのだが、この課題を克服した同社の目玉となる新製品は次の4つ。①「DLC-REVOドリルバリレス 4D」、②「DLC-REVOミル バリレス 2.5 D」、③「SGスパイラルタップロングシャンクバリレス」、④「アクアREVOミルトリミングバリレス 1.5D」。JIMTOF初日に発売されるホカホカの新製品に要注目だ!
昨年登場した同社の〝バリレスシリーズ〟は市場から大きな注目を浴びたが、今回はこの人気シリーズから非鉄金属用(アルミ)用工具が新登場! JIMTOFで初披露する。〝加工の悪〟といわれるバリに着目したこのシリーズだが、今回は待望のアルミ用が出たということで期待も高まる。アルミは展性が高く、穴加工の出口側で材料が伸びてバリ大となりやすい点が厄介なのだが、この課題を克服した同社の目玉となる新製品は次の4つ。①「DLC-REVOドリルバリレス 4D」、②「DLC-REVOミル バリレス 2.5 D」、③「SGスパイラルタップロングシャンクバリレス」、④「アクアREVOミルトリミングバリレス 1.5D」。JIMTOF初日に発売されるホカホカの新製品に要注目だ!
人手不足の救世主「FormControl X(エックス)」
●ブルーム-ノボテスト
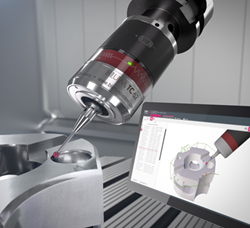 今年25周年を迎える同社は、人手不足の解決策を提案。一押しは、加工後ワークの測定&追加工を自動化するソフトウェア「FormControl X(エックス)」だ。この製品は、工作機械からワークを下ろし、測定室まで運び、さらに機外測定機でセットアップ後に測定を実施したり、測定結果により追込み加工が必要となった時に、ワークを再度工作機械まで戻し、再芯出しの上で追加工を実施するような面倒で時間の取られる無駄な作業を、素早く簡単にするシステムである。対象ワークをタッチプローブにより工作機械でそのまま測定し測定結果を出力、また追込み加工も再芯出しすること無く実行可能であり、加工後の工具測定の効率化に貢献する。
今年25周年を迎える同社は、人手不足の解決策を提案。一押しは、加工後ワークの測定&追加工を自動化するソフトウェア「FormControl X(エックス)」だ。この製品は、工作機械からワークを下ろし、測定室まで運び、さらに機外測定機でセットアップ後に測定を実施したり、測定結果により追込み加工が必要となった時に、ワークを再度工作機械まで戻し、再芯出しの上で追加工を実施するような面倒で時間の取られる無駄な作業を、素早く簡単にするシステムである。対象ワークをタッチプローブにより工作機械でそのまま測定し測定結果を出力、また追込み加工も再芯出しすること無く実行可能であり、加工後の工具測定の効率化に貢献する。
技術の進化は止まらない! 鋼旋削加工用最新CVDコーテッド材種誕生!
●三菱マテリアル
 今回の目玉は、汎用的な仕様が可能で工具集約により加工時間を短縮する最新CVDコーテッド材種で、人気の〝MC6100シリーズ〟がさらにグレードアップしてシリーズを拡大させた。
今回の目玉は、汎用的な仕様が可能で工具集約により加工時間を短縮する最新CVDコーテッド材種で、人気の〝MC6100シリーズ〟がさらにグレードアップしてシリーズを拡大させた。
「MC6100シリーズ」は、密着性と結晶配向制御技術を強化し、安定性と耐摩耗性を飛躍的に向上させたもので、〝Super〟ナノテクスチャーテクノロジーにより、〝業界最高レベル〟の結晶方位制御Al₂O₃を実現、より緻密かつ均一に結晶を成長させることで耐摩耗性が飛躍的に向上し、工具の寿命改善につなげたものだが、今回は新しく「MC6135」が登場! 連続切削から断続切削を含む加工に最適な汎用性が強みだ。
最新かつ最適な工具と加工方法で切削時間を半減
●MOLDINO
![]() 最新かつ最適な工具と加工方法で切削時間を半減し、製造費全体のコストカットを提案する「PRODUCTION(プロダクション)50™」を実現する工具を加工ワークとともに展示します。加工精度の向上や加工時間の短縮、人手不足の解消といった顧客の課題解決のため、最新の切削工具を使ったトータルソリューションを提案。
最新かつ最適な工具と加工方法で切削時間を半減し、製造費全体のコストカットを提案する「PRODUCTION(プロダクション)50™」を実現する工具を加工ワークとともに展示します。加工精度の向上や加工時間の短縮、人手不足の解消といった顧客の課題解決のため、最新の切削工具を使ったトータルソリューションを提案。
次世代超硬合金 “IXシリーズ”第1弾として、来春発売予定の「高硬度鋼加工用超硬ボールエンドミル IXエポックディープボールTH3(IX-EPDB-TH3)」を出展。新開発超硬素材の採用により耐摩耗性と耐欠損性を高次元で両立した本商品は、従来の超硬工具の概念を変える様な圧倒的なパフォーマンスを誇る。特に極小径サイズの高硬度鋼加工で寿命が飛躍的に向上する。
グリーンG1チャックで脱炭素社会を実現!
●ユキワ精工
 目玉となるツールホルダ「グリーンG1チャック」は、工具の使用量の削減、不良品の削減、サイクルタイム短縮等の効果が期待でき、省資源・省エネルギーにつながる環境に優しいツールホルダ。実際に活用したエンドユーザーからは、「工具費が削減できた」、「不良品が削減できた」という“省資源”、「サイクルタイムが短縮できた」、「機械のダウンサイジングが可能になった」という“省エネルギー”の両面で喜びの声が相次いでいる。
目玉となるツールホルダ「グリーンG1チャック」は、工具の使用量の削減、不良品の削減、サイクルタイム短縮等の効果が期待でき、省資源・省エネルギーにつながる環境に優しいツールホルダ。実際に活用したエンドユーザーからは、「工具費が削減できた」、「不良品が削減できた」という“省資源”、「サイクルタイムが短縮できた」、「機械のダウンサイジングが可能になった」という“省エネルギー”の両面で喜びの声が相次いでいる。
ユーザーがグリーンG1チャックを購入すると、ユキワ精工がユーザーに代わって1本につき100円を公益社団法人国土緑化推進機構「緑の募金」へ寄付する活動も行っている。エンドユーザーにおいて省資源・省エネルギーを実現するとともに、植林を進めて緑を増やすことで、CO2を削減し、地球温暖化の防止を図り、持続可能な社会の実現を目指している。
【あいさつ】『「JIMTOF2024」開幕に向けて』 日本工作機械工業会 会長 稲葉善治
 工作機械産業の新技術発表の舞台であるJIMTOF(日本国際工作機械見本市)は、1962年の初開催以来、業界関係者の弛まぬ努力と工作機械にかける情熱により、工作機械ビジネスの創出に寄与しながら成長を続けてきました。
工作機械産業の新技術発表の舞台であるJIMTOF(日本国際工作機械見本市)は、1962年の初開催以来、業界関係者の弛まぬ努力と工作機械にかける情熱により、工作機械ビジネスの創出に寄与しながら成長を続けてきました。
今回で32回目を迎えるJIMTOF2024は、出展社数・小間数ともに過去最多であった前回を更に上回り、過去最大規模になることが見込まれます。また、規模を拡大しながら、展示の質でも最高を目指しております。この度は、最新鋭の工作機械、最先端の技術が一堂に集まるJIMTOFにご来場頂きます世界各国・地域の皆様、本展示会に向けて研究開発に励まれている出展各社、広報面で多大なご協力を頂いている報道関係の方々に心よりお礼申し上げます。
JIMTOF2024のテーマは、「技術のタスキで未来へつなぐ」です。このテーマには、最先端の工作機械技術・製品をJIMTOFから世界に発信することで、製造業のポテンシャルを最大限に引き出し、無限に拡がる未来の可能性を切り拓こう、という熱い想いが込められています。
このテーマを出展製品・技術を通して具現化するべく、出展者一同、鋭意準備を進めてきました。前回展で見られた、デジタル技術による稼働監視・予防保全、周辺機器類と融合した工程集約や省人化はさらに進化し、JIMTOF2024では生産システム全体の効率化・最適化に向けたソリューションの展示が期待されます。
一方、主催者としては、併催プログラムの目玉として、南4ホールに出展者と学生をつなぐ「アカデミックエリア」を新設します。このエリアには、JIMTOF出展者による学生向けPRコーナー「キャリアマッチングスクエア」や、当会会員の出展ブースをテーマ別に巡る学生ツアー等の就活コンテンツを盛り込みます。加えて、全国の理工系学生の皆さんを招いて開催する、恒例の「工作機械トップセミナー」と連携することで、シナジー効果を発揮し、未来を担う人材に、ものづくりの喜びや醍醐味を引き継ぎたいと考えます。
また、アカデミックエリアでは、旋盤やCAMプログラミング体験などを通じて、工作機械業界への知見を、楽しみながら深めることができる「企画展示」、技術的シーズとニーズの出会いを生み出す「IMEC(国際工作機械技術者会議)ポスターセッション」、ドリンクサービスと無料Wi-Fiを備えた「オープンカフェ」などを設け、学生だけでなく来場者全般を対象としたイベントやサービスを充実させます。
このように、新たな取り組みを加えながら、JIMTOFは、時代のニーズを的確に捉え、最先端の技術を発信し続けることで、次なるステージを目指して参ります。
末尾になりますが、全ての出展者にとって、JIMTOF2024が、世界のものづくりの発展に貢献する良きビジネスの契機となるよう、心よりご祈念申し上げます。
