ニュース
2023年3月分 機械工具生産額まとまる 日本機械工具工業会
日本機械工具工業会がこのほどまとめた2023年3月分の機械工具生産額は次のとおり。〈( )内は対前年比〉。
■生産額
切削工具 371.8億円(93%)、耐摩耗工具 32億円(95%)、総合計 412.4億円(94%)。
■ドリル生産額
特殊鋼工具 17.3億円(108%)、超硬工具 36.2億円(88%)、ダイヤ・CBN 0.9億円(89%)、総合計 54.3億円(94%)。
■エンドミル生産額
特殊鋼工具 4.8億円(105%)、超硬工具 39.2億円(99%)、ダイヤ・CBN 1.5億円(116%)、総合計 45.4億円(100%)。
■カッタ生産額
特殊鋼工具 0.8億円(100%)、超硬工具 5.9億円(94%)、ダイヤ・CBN 0.6億円(95%)、総合計 7.2億円(95%)。
■ギヤカッタ生産額
総合計 7億円(93%)。
■ブローチ生産額
総合計 7.4億円(90%)。
■ねじ加工工具生産額
特殊鋼工具 35.1億円(100%)、超硬工具 3.5億円(96%)、総合計 38.6億円(100%)。
■バイト生産額
特殊鋼工具 0.1億円(33%)、超硬工具 10.1億円(95%)、総合計 10.2億円(94%)。
■リーマ生産額
特殊鋼工具 1.3億円(102%)、超硬工具 2.4億円(95%)、総合計 3.7億円(98%)。
■鋸刃カッタ生産額
特殊鋼工具 1.5億円(115%)、超硬工具 0.7億円(87%)、総合計 2.2億円(104%)。
■インサート生産額
超硬工具 144.5億円(91%)、ダイヤ・CBN 18億円(78%)、総合計 162.4億円(89%)。
■ボディ関係生産額
総合計 18.9億円(98%)。
■超硬合金生産額
切削用 124.9億円(79%)、耐摩耐触用 15.1億円(88%)、総合計 141.6億円(79%)。
経産省・2023年2月度機械統計 機械工具生産動態調査
経済産業省の2023年2月度 機械工具生産動態調査(機械統計)は以下のとおり。
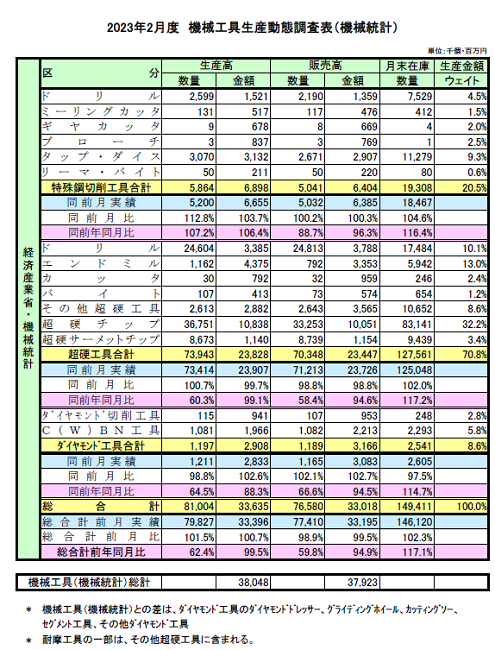
(表出所:日本機械工具工業会)
2023年1~3月期 ロボット統計受注・生産・出荷実績
ロボット工業会がまとめた2023年1~3月期のロボット統計受注・生産・出荷実績は次のとおり。
業況について
2023年1~3月期は、受注額が対前年同期比18.9%の減少、生産額が同0.3%の増加となった。受注額では実装機を中心に大きく減少した。
出荷実績をみると、国内向けは自動車製造業向け中心に依然として勢いは弱いものの、電気機械製造業向けや半導体用などの好調さが継続した。輸出は実装用で引き続き減少がみられ、溶接用も減少に転じたもののトータルでは横ばいとなった。
新型コロナウイルス感染症や地政学的緊張などの各種リスクの下にあっても広がりをみせていた自動化需要は、全体としては継続しているものの、一部業種・用途での急速な需要減少や世界経済の先行き不透明感が、今後の見通しに影響を及ぼすことが懸念される。
受注・生産・出荷の各状況は以下の通り。
受注
・受注台数(台) : 56,604(前年同期比△20.0%) 【2四半期連続の減少】
・受注額(億円) : 2,082(同△18.9%) 【2四半期連続の減少】
生産
・生産台数(台) : 58,722(前年同期比△7.1%) 【10四半期ぶりの減少】
・生産額(億円) : 2,168(同+0.3%) 【10四半期連続の増加】
出荷
・総出荷台数(台) : 59,349(前年同期比△7.1%) 【10四半期ぶりの減少】
・総出荷額(億円) : 2,206(同+0.3%) 【10四半期連続の増加】
―国内出荷台数(台): 12,481(同+7.8%) 【8四半期連続の増加】
―国内出荷額(億円): 553(同+0.9%) 【2四半期ぶりの増加】
―輸出台数(台) : 46,868(同△10.4%) 【10四半期ぶりの減少】
―輸出額(億円) : 1,654(同+0.2%) 【10四半期連続の増加】
国内出荷内訳
■電機機械産業向け
・国内出荷台数(台) : 4,117(前年同期比+22.1%) 【9四半期連続の増加】
・国内出荷額(億円) : 186(同+22.2%) 【8四半期連続の増加】
■自動車産業向け
・国内出荷台数(台) : 3,756(前年同期比+5.8%) 【2四半期連続の増加】
・国内出荷額(億円) : 163(同+0.2%) 【5四半期ぶりの増加】
輸出内訳
■電子部品実装用
・輸出台数(台): 2,680(前年同期比△26.8%) 【6四半期連続の減少】
・輸出額(億円): 478(同△18.8%) 【5四半期連続の減少】
■溶接用
・輸出台数(台): 9,910(前年同期比△13.0%) 【2四半期ぶりの減少】
・輸出額(億円): 241(同△7.6%) 【10四半期ぶりの減少】
日本建設機械工業会 建設機械出荷金額統計「2022年度通期」および「2023年3月度」まとまる
日本建設機械工業会がこのほどまとめた建設機械出荷金額統計「2022年度通期」および「2023年3月度」は次のとおり。
2022年度通期
■概要(増減は前年度比)
2022 年度通期の建設機械出荷金額は、内需は6.0%増加の1兆573億円、外需は26.5%増加の2兆4,196億円となった。その結果、内需は2年連続の増加、外需も2年連続の増加となった。総合計でも19.4%増加の3兆4,768億円と、1990年の本調査開始以来の最高金額を2年連続で更新した。
■内外需別(同上)
(1)内需
機種別に見ると、トラクタは5.8%増加の1,132億円、油圧ショベルは5.3%増加の3,204億円、建設用クレーンは14.4%増加の1,917億円、基礎機械は7.6%増加の372億円、油圧ブレーカ・圧砕機は7.4%増加の243億円、その他建設機械は12.6%増加の805億円と6機種が増加した。また、補給部品も3.9%増加の1,373億円増加となった。
(2)外需
機種別に見ると、トラクタは31.7%増加の2,843億円、油圧ショベルは30.5%増加の9,656億円、ミニショベルは23.5%増加の4,070億円、建設用クレーンは30.3%増加の938億円、道路機械は15.0%増加の412億円、コンクリート機械は13.6%増加の12億円、油圧ブレーカ・圧砕機は15.5%増加の118億円、その他建設機械は26.8%増加の3,256億円と8機種が増加した。また、補給部品も15.3%増加の2,854億円増加となった。
地域別に見ると、全9地域中、中国、CISその他東欧を除いた7地域で増加した。3大輸出先(アジア、欧州、北米)の中でも、最大輸出先である北米は49.4%増加と大きく増加した。
2023年3月度
■概要(増減は前年同月比)
3月の建設機械出荷金額は、内需は2.9%増加の1,257億円、外需は23.3%増加の2,699億円となった。その結果、内需は9カ月連続の増加、外需は29カ月連続の増加となった。総合計では16.0%増加の3,957億円となり、29カ月連続の増加となった。
■内外需別(同上)
(1)内需
機種別に見ると、トラクタは24.9%増加の109億円、油圧ショベルは9.7%増加の389 億円、ミニショベルは18.3%増加の100億円、コンクリート機械は8.3%増加の48億円、基礎機械は12.4%増加の42億円、その他建設機械は10.1%増加の101億円と6機種が増加となった。
(2)外需
機種別に見ると、トラクタは23.4%増加の332億円、油圧ショベルは38.2%増加の1,181億円、ミニショベルは28.2%増加の475億円、道路機械は12.1%増加の47億円、基礎機械は17.8%増加の8億円、油圧ブレーカ・圧砕機は2.8%増加の11億円、その他建設機械は16.5%増加の349億円と7機種が増加となった。
地域別に見ると、北米が27カ月連続で増加、アジアが25カ月連続で増加するなど、全9 地域中、中国、CISその他東欧を除いた7地域で増加した。
アマダスクール 「第35回優秀板金製品技能フェア」の受賞作品を選出 表彰式を開く

アマダスクール(理事長=伊藤克英氏)が、「第35回優秀板金製品技能フェア」において受賞作品の選出し、厚生労働大臣賞はマツダ、経済産業大臣賞は最上インクスが受賞した。表彰式はアマダ246ホールにて開催した。
選考は日本塑性加工学会会員、シートメタル工業会役員や各審査委員のほか、選考期間中にアマダの優秀板金製品技能フェア会場の見学者やWEB投票で行われ、今回は応募総数215点の中から技能賞以上の優秀作品54点が選ばれた。
今回は海外からの出店や選考での投票数も多く、国内外から広く注目を集めた。全体では技能・技術を融合した微細な加工を用いた作品や、板金加工の新しい可能性とアイデアを表現した作品が選出された。
主催者を代表して、伊藤理事長があいさつをした。伊藤理事長は、「板金加工技術の技能の向上と交流を目的に1989年から始まったこのフェアはお陰様で第35回目の表彰式を迎えることができた。コロナ禍の影響で3年間にわたりこのような表彰式ができなかった。私自身スクールの理事長として初めて皆様を迎えた表彰式となった。今回も215点の応募をいただき、うち77点は海外からの応募であった。また、投票もWEB方式を採用し、国内外から864票、うち海外からは24カ国517票を頂き、名実ともにこのフェアがグローバルな広がりを見せていくことを証明してくれた。今後わが国の少子高齢化はますます進み、加工設備の自動化や人工知能化がかなり進と考えられるがその反面、高度な技術、技能者の育成がますます難しくなってくる。当フェアは板金エキスパートを目指す若い皆様にとって目標となり励みになって技能・技術向上の一助となれば幸いである。」とあいさつをした。
各賞の授与が行われたあと、第二部は交流会が開かれ、参会者は交流を深めた。
主な受賞作品
■厚生労働大臣賞

作品名:THE EARTH
受賞会社・団体:(株)マツダ
選考基準:最高度名熟練技能・手法を用い、品質・精度のきわめて高い作品
■経済産業大臣賞

作品名:スリットフィン~自由な電熱フィン~
受賞会社・団体:(株)最上インクス
選考基準:最高度な加工技術・手段の開拓など、その成果が板金業界に広く貢献すると思われる作品
■神奈川県知事賞

作品名:バルーン
受賞会社・団体:太田産業(株)
選考基準:将来の製品化に期待が持てるアイデアや考え方、技術・技能が含まれている作品
■中央職業能力開発協会会長賞

作品名:珠
受賞会社・団体:(株)三輪工業
選考基準:卓越する技能を用い、独自の手法を開拓したと思われる作品
■日刊工業新聞社賞

作品名:星型エンジン
受賞会社・団体:シンエイメタルテック(株)
選考基準:技術水準・独創性がきわめて高く、業界の発展に貢献すると思われる作品
■日本塑性加工学会会長賞

作品名:Hemming/My way ヘミング・マイウェイ
受賞会社・団体:佐藤医科機械製作所
選考基準:特に高度な曲げの技術・技能を用いた作品
■海外最優秀作品賞
作品名:AE-LOCOMOTIVE ENGINE
受賞会社・団体:ANTARCTICA EQUIPMENTS PVT.LTD
選考基準:海外出費作品の中で技術・技能に優れた作品
■単体品の部 グランプリ

作品名:板金 origami
受賞会社・団体:リョーユウ工業(株)
選考基準:1枚の素板から造られた優れた特徴のある作品
■組立品の部 グランプリ

作品名:双曲面
受賞会社・団体:(株)坂口製作所
選考基準:複数の各部材を組み合わせた優れた特徴のある作品
■溶接の部 グランプリ

作品名:S・S・SPIRAL ART STRUCTURE
受賞会社・団体:R P Products Pharma Pvt.Ltd
選考基準:溶接の技術・技能に優れた特徴のある作品
■造形品の部 グランプリ

作品名:Safety Shoes
受賞会社・団体:(株)晃新製作所
選考基準:造形の考案とその表現に優れた特徴のある作品
■学生作品の部 金賞

作品名:MC-64 ヴァプラ
受賞会社・団体:三重県立 津高等技術学校
選考基準:学生の作品で特異性があり特に優秀と認められる作品
■アマダ賞
作品名:ベルマウス
受賞会社・団体:(株)亀山鉄工所
作品名:玉択(ぎょくたく)
受賞会社・団体:(株)西野精器製作所
作品名:螺旋と球体の融合
受賞会社・団体:(株)マツダ
作品名:COFFEE MACHINE
受賞会社・団体:LA DUE ESSE s.r.l.
作品名:JEANNE
受賞会社・団体:Lycée des Métiers Gustave ElFFEL
作品名:One Pillar Pagoda
受賞会社・団体:VLETNAM JAPAN INDUSTRIAL DEVELOPMENT AND MANUFACTURING JOINT STOK COMPANY(INDEMA J.S.C)
サンドビック 「コロマント会総会」を三地区合同配信動画で開催

サンドビック・コロマント(カンパニープレジデント=山本雅広氏)が去る3月15日、オンラインにて「コロマント会総会」を三地区合同配信動画で開催した。
西日本、中日本、東日本の各地区のコロマント会会長よりあいさつがあった。西日本コロマント会の有本浩三会長(有恒精機商会社長)は、「サンドビックの愚直に世界における産業界の発展に寄与する卓越した商品を開発する姿勢に世界のリーディングカンパニーとしての自負がある。改めてわれわれの扱っている商品に誇りを持ってお客さまに提供させていただくことができる。」と述べた。
続いて中日本コロマント会の箕浦康弘会長(中央工機社長)が「ロシア、ウクライナ問題、まだ収束せず現在もわれわれのサプライチェーンに大きく影を落とし、エネルギーや各部品の高騰、また供給不足を招いている。それによって各国が自国の経済安全保障を強化する動きに取っていることから世界の経済は政治的な色合いも濃くなってきてるように思える。業界の変化スピードはさらに加速すると思われるが、会員の皆様と情報交換出来る場を大切にしたい。」と意気込みを示した。
東日本コロマント会の橋本豊重会長(橋本商工社長)は、「サンドビック製品は生産性を改善する上でコストパフォーマンスにとても優れた製品であるに加え、DXを活用し、デジタルツールとして製造現場の隅々まで高能率加工の情報提供をしてくれることは頼もしい限り。人手不足もあり、自動化や高速加工はお客さまの喫緊の課題であり、その問題解決はわれわれサプライヤーの重要な仕事であり使命である。」と述べた。
成長と持続可能へのシフトをアップデート
 総会の中で、山本サンドビック・コロマント カンパニープレジデントがサンドビックグループの戦略について説明をした。その中で、成長と持続可能へのシフトについてアップデートをしたと述べた。
総会の中で、山本サンドビック・コロマント カンパニープレジデントがサンドビックグループの戦略について説明をした。その中で、成長と持続可能へのシフトについてアップデートをしたと述べた。
同社では、既存事業のさらなる拡大と企業買収による成長の2つの柱を掲げているが、山本カンパニープレジデントは、成長のシフトについて、「既存事業においては戦略的に重要な産業セグメントや用途向けにソリッド工具、自動車用アルミ加工製品、デジタル製品などの強化製品や旋削分野の新製品を投入し続け、集中的にマーケティングや営業活動を実行してマーケットシェア獲得しながら超硬工具メーカーとして成長をしてきた。」と述べ、「積極的なM&A活動を行いさらに成長を加速していく。」と述べた。
一方の持続可能へのシフトについては、「生産性の向上や加工時間短縮によるCO2削減などを達成する付加価値の高い製品を提供し、お客さまやビジネスパートナーの皆さまの持続可能なビジネスや活動をサポートしている。今後も当社のサステナビリティのみならず、お客さまやビジネスパートナーの皆さまのサステナビリティに貢献する製品とサービスを開発導入していく。昨年を振り返りますと、コロナ禍のみならずウクライナ戦争やインフレ、原材料やエネルギー価格の上昇、サプライチェーンの問題など厳しい市況が続きましたが経済活動は徐々に回復し、当社のビジネスも改善した。」と明るい未来を示唆した。
産業別についても触れた。それによると、「航空機、一般機械、工作機械分野がけん引し、2021年対比で大きく業績を伸ばすことができた。」とした。同社では、昨年8月に神戸市中央区のサンドビック本社と名古屋市名東区のサンドビックコロマントカンパニー本部を統合したが、山本カンパニープレジデントは、「より便利でお客さまに近い、名古屋駅そばの新しく近代的で環境に優しい施設へ移転したことにより、一層の市場機会の獲得、顧客サービスの改善、イノベーションと技術をリードするブランドリーダーとして、市場での大幅なイメージ強化を図ることができた。」と述べた。
また、注力製品分野についても触れ、「自動車産業向けアルミ合金加工用製品や、デジタル製品のサイレントツールプラスの引き合いが増えてきた。今後はサンドビックグループの傘下にありますCGTechやMastercamとの協業によるデジタルソリューションの強化に加え、ソリッド工具分野も引き続き注力していく。ヨーロッパや中国の現状を鑑み、グローバルとアジアにおける日本の存在感はますます高まっている。今後もお客さまの生産性と収益性向上に貢献し、日本のお客さまやビジネスパートナーの皆さまのグローバルでの存在感をさらに高める一助となれるよう信頼できるビジネスパートナーであり続けたいと考えている。」と述べ、「販売店様、代理店様、皆さま全員とサンドビック・コロマントのビジョンであるともに未来を創造し、ビジネスを成長させていく所存である。」と意気込みを示した。
サステナブル戦略とデジタル技術を強化
高宮真一 カンパニー副社長・西日本営業統括が本年の主要な営業戦略について説明があった。「2025年までに自動車産業の構造変化、デジタル化、自動化、環境問題など大きな変化が起こり、またわれわれ自身も大きな変化に対応しなければならない3年間である。」との考えを示し、工具とCAMのコラボデジタル強化での付加価値のあるアプローチやプロジェクトを強化するとした。最大効率のオペレーションシステムの構築を掲げ、セルフサービスツールの浸透、販売店ポータルの運用、バリューアンドチームの編成でのより充実したサポート強化などを目指す。
人材育成での持続可能性の強化についても説明があった。これによると、「ハイブリッドなトレーニングシステムを推進し、技術的スキル向上を目指す。同時に社内でもグローバル人材の育成、また人が育つ環境を目指す。」と述べた。
また、市場平均を大きく超える成長の実現を視野に、「M&A活動を含めたよりプロアクティブなマーケティング活動、技術専門部隊の強化などを目指す。」と意気込みを示した。
さらに、リサイクリングの強化やCO2削減に貢献する工具、アプリケーションの充実、デジタルエリアの強化、また同社独自のツールを活用し、取り組む姿勢を示した。

武井篤史カンパニー副社長・東日本営業統括がデジタル戦略について説明した。これによると、「コアとなる機械加工分野だけではなく、加工前工程におけるCAMやシミュレーションソフトを使ったデジタル技術を強化した。一気通貫のサービス向上を目指して、機械加工分野では環境や時代の変化に合わせた弊社独自の画期的な製品開発を継続すると同時にOEMやM&Aを実施することでさらに競争力の高い商品ラインナップへ拡大する。」と意気込みを述べた。
2022年優秀特約店発表のあと、「サンドビックのトータルソリューションの提案」をテーマに講演があった。
イスカルジャパン ファーストクラスディーラー対象の研修会を開催

イスカルジャパンは3月24日(金)、神戸テクニカルセンター(神戸市中央区)で、ファーストクラスディーラー(略称:FCD)認定店(全国の販売上位特約店)および関係代理店を対象に、同社が推進する営業手法の理解・習得を目的とした研修会を開催した。
流通重視の販売戦略を掲げる同社は、2023年1月よりFCD会を発足。FCD各社と同社間において信頼と相互利益の趣旨に沿った高いレベルでの「製販パートナーシップ」構築を目指している。冒頭挨拶で大阪支店 仁木支店長は「当社の経営理念は、国内産業発展に寄与すること。そのためには、激化する競争社会において、営業現場での真のコストダウンを具体的に提案していく事が必要だ。今回の研修会では、コストダウン提案の手段や方法を習得すると同時に、ユーザーに対しての提案目標設定まで落とし込む。そしてこれらを実践していくことが重要である。」と語った。
 今回の研修ではFCD店営業責任者クラスと同社の全担当営業・技術社員が参集。研修前半は座学を実施し、営業現場での原価低減を目的とする営業アプローチについて理解を深めた。後半は実践形式(グループワーク)で同社の全担当営業もともに、課題(加工工程における原価低減の具体的提案)に取り組んだ。その後、グループワークで取り上げた工具を用いて、大幅な加工改善に導く工具や工程集約に繋がる特殊品による複合加工を含めたデモ加工を行った。
今回の研修ではFCD店営業責任者クラスと同社の全担当営業・技術社員が参集。研修前半は座学を実施し、営業現場での原価低減を目的とする営業アプローチについて理解を深めた。後半は実践形式(グループワーク)で同社の全担当営業もともに、課題(加工工程における原価低減の具体的提案)に取り組んだ。その後、グループワークで取り上げた工具を用いて、大幅な加工改善に導く工具や工程集約に繋がる特殊品による複合加工を含めたデモ加工を行った。
研修後はホテルへ会場を移し、懇親会を開催。研修を活かした営業戦略など多くを語り合い、互いの士気を高め合った。
牧野フライス精機 「AGE30FX」が第35回中小企業優秀新技術・新製品賞「優良賞」を受賞
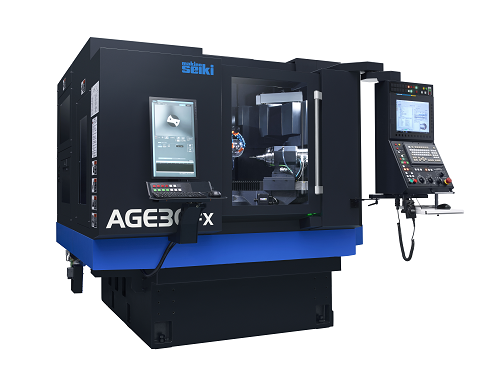
牧野フライス精機(社長=清水大介氏)は、このほど同社の高精密CNC工具研削盤「AGE30FX」が第35回中小企業優秀新技術・新製品賞(後援:りそな中小企業振興財団・日刊工業新聞社共催、経済産業省中小企業庁・中小企業基盤整備機構)の「優良賞」を受賞した。
この賞は、①わが国の中小企業分野において、先導的な役割を果たし、わが国の産業および社会に寄与するとみられる新技術、新製品、②わが国産業界の技術向上に寄与するとみられる新技術・新製品、③優秀性、独創性、市場性が極めて高いとみられる新技術・新製品――を表彰対象とし、同社の高精密CNC工具研削盤AGE30FXの設計・自動化技術等が高く評価された。
同社は今後も業界の発展に貢献できるよう、日々研究開発に努めていく方針。
三菱マテリアル 2製品を市場投入!
三菱マテリアル 加工事業カンパニーがこのほど、小物部品加工用「超硬防振ボーリングバー」と、人気の高硬度鋼加工用“IMPACT MIRACLEエンドミルシリーズ”に4枚刃ボールエンドミル「VFR4MB」を追加し販売を開始した。
小物部品加工用「超硬防振バーリングバー」

小物部品加工用「超硬防振ボーリングバー」は、一般的にびびり振動が発生しやすい内径加工において振動を抑制し、安定した加工状態により加工面品位の向上を実現する製品。自動旋盤に対応した超硬シャンクは、3種類の全長(90mm,140mm,180mm)をラインアップしており、干渉対策でシャンクを切断する必要がない。
〈特長〉
① 自動旋盤に対応した超硬シャンクにより、びびり振動を抑制。
② 3種類の全長(90mm,140mm,180mm)をラインアップ、干渉対策でのシャンク切断が不要。
③ CCタイプ、TCタイプインサートの最小加工径9mmを標準化。
■標準価格(税抜機価格)
・C09-08SCLCR04-090-C:36,000円
・(代表型番)C14-12SWUCL04-140-C:50,500円
・C25-20SDQCR11-180-C:121,800円
(計76アイテム)
高硬度鋼加工用“IMPACT MIRACLE エンドミルシリーズ”に4枚刃ボールエンドミル「VFR4MB」を追加

高硬度鋼加工用“IMPACT MIRACLEエンドミルシリーズ”は、高硬度鋼加工において優れた耐摩耗性を発揮し、長寿命化を実現するエンドミルとして、多くのユーザーに高い評価を博しているが、適用範囲の拡充を図るべく、4枚刃ボールエンドミル「VFR4MB」をラインアップに追加した。
〈特長〉
① 耐酸化性と潤滑性に優れる新開発(Al,Cr,Si)N系コーティングと耐摩耗性と高密着性で実績の高い(Al,Ti,Si)Nコーティングの組み合わせにより、高硬度鋼加工で優れた耐摩耗性を発揮。
② 傾斜変動に強いフル4枚刃仕様により、あらゆる傾斜角での加工で高送りが可能。仕上げ加工の送り速度向上により、高能率加工を実現。
■標準価格(税抜き価格)
・VFR4MBR0050:10,100円
・(代表型番)VFR4MBR0300:17,600円
・VFR4MBR0600:37,800円
(計9アイテム)
タンガロイ ヘッド交換式内径加工用工具「BoreMeister」シリーズに溝入れ加工用ヘッドを拡充

タンガロイがこのほど、ヘッド交換式内径加工用工具「BoreMeister」シリーズに溝入れ加工用ヘッドを拡充し、全国で発売を開始した。
このシリーズは、ヘッドとシャンクの組合せにより、様々な内径加工に対応するヘッド交換式工具で、特に独自の振動抑制機構を搭載したシャンクはL/D=10の深穴加工においても加工中のびびりを大幅に抑制し、生産性の向上を実現する。また、汎用的な鋼シャンク、PSC仕様シャンクもラインアップしており、幅広いヘッドシリーズとの組合せで様々な内径加工で活用できるメリットを有しているが、このほど好評の同シリーズに、TungCutシリーズ用およびAddInternalCutシリーズ用の内径溝入れヘッドを拡充した。
TungCutシリーズは、豊富なチップブレーカと材種のインサートラインアップを誇り、汎用タイプから倣い加工用まで多種多様な溝入れ加工に対応し、AddInternalCutシリーズは研削級の高精度4コーナ仕様インサートを採用しており、高精度浅溝加工に最適。
これらの溝入れ用ヘッドを拡充することで、「BoreMeister」はさらに幅広い種類の内径加工に対応できるシリーズとなり、顧客の加工費低減に大いに貢献する。
■主な形番と標準価格(税抜き価格)
・S32-CTIR-2T13D520-H:31,100円
・S40-CTIL-4T17D620-H:32,700円
・S16-STCIR12-D240-H:30,900円
(計18アイテム)
