ニュース
ダイジェット工業 人気の「EXSKS シリーズ」3つのラインナップで新発売

ダイジェット工業が、このほど好評を博しているインサート両面使用可能な6コーナ仕様の高送りカッタ「SKSエクストリーム」(EXSKS形)をEXSKS-09タイプ、マルチエクストリーム(EXM形)をEXSKS-07タイプへと総称を変更し「EXSKSシリーズ」とシリーズ化したことに加え、EXSKSシリーズにEXSKS-05タイプを追加し、新発売した。
EXSKSシリーズは 、両面使用可能で6コーナ仕様のインサートで極限の高送り加工を可能とするカッタ。今回ご好評のSKS エクストリーム(EXSKS形)を最適工具が選択しやすいようEXSKSシリーズとしてシリーズ化した。また、新たに小径多刃で高送り加工が可能なEXSKS-05タイプを追加新発売し、幅広い領域で高能率な高送り加工での使用を可能にした。主に炭素鋼、工具鋼、プリハードン鋼、高硬度材、ステンレス鋼、鋳鉄の平面削り、ポケット加工、曲面加工、ヘリカル加工の荒加工用に威力を発揮する。
特長
① インサートは両面使用可能で6コーナと経済的。
② インサート拘束面はダブテイル構造を採用。インサートをねじ1本で強固に固定でき、切削抵抗によるインサート動きを抑制、安定した長寿命を実現する。
●EXSKS-05タイプ(MEX-05 モジュラーヘッドタイプ)
・カッタ外径φ20 ~φ63をラインナップ。
・小インサートの多刃仕様で抜群の切りくず排出量を実現。
・軸方向切込み量(ap)最大1.25mmの高能率高送り加工が可能。
●EXSKS-07タイプ(MEX-07 モジュラーヘッドタイプ)
・カッタ外径φ32~φ80をラインナップ。
・軸方向切込み量(ap)最大2mmの安定した高能率高送り加工が可能。
●EXSKS-09タイプ
・カッタ外径φ50~φ160をラインナップ。
・インサートは加工用途に合わせた2種類をラインナップ 。
・軸方向切込み量(ap最大3mmの高切込みで驚異の高送り加工が可能。
【サイズと価格】
●EXSKS-05タイプ(MEX-05 モジュラーヘッドタイプ)
・本体ボアタイプ(EXSKS**05):φ40(5枚刃~φ63(8枚刃)
・本体シャンクタイプ EXSKS** 05:φ20(2枚刃)~φ32(4枚刃)
・本体モジュラーヘッドタイプ(MEX**05):φ20(2枚刃)~φ40(5枚刃)
・本体標準価格:27,500円~90,860(税抜き)
・インサート形番:WNMU050320ZER-PM 材種:JC8050、JC8118
・インサート標準価格:1,080円(税抜き)
なお、EXSKS-05タイプは本年6月30日より発売予定。
イスカル社 人気の「LOGIQ4FEED」に08サイズのチップとカッターを追加!

イスカル社はこのほど、人気の「LOGIQ4FEED」に08サイズのチップとカッターを追加し、販売を開始した。
好評発売中の低抵抗高送り加工用工具「LOGIQ4FEED」は、優れた加工性能を秘めたユニークなチップ形状が特長的。4コーナー使いひょうたん形状のチップは、両面使いでありながらハイポジヘリカル切刃形状を採用し、切刃の外周クリアランスを大きくすることで、ビビリとノイズを抑えた安定加工を実現している。また、片面使いポジチップと同等以上の低抵抗により高速高送り加工に最適な工具である。
今回は多くの実績を持つ04サイズに続き、新たに08サイズのチップとカッターをレパートリー。金型産業や航空機産業をはじめ、あらゆる産業に最適なイスカル最新の高送り工具である。
■レパートリー
【チップ】
・FFX4 XNMU-04(04サイズ) 最大切込み:0.8mm
・FFX4 XNMU-08(08サイズ) 最大切込み:2.0mm
・HPブレーカ:オーステナイト系ステンレス鋼/耐熱合金加工用
・Tブレーカ:鋼/フェライト・マルテンサイト系ステンレス鋼/鋳鉄/高硬度鋼加工用
【エンドミル】
・FFX4 ED -04 工具径:φ12mm~φ42mm
【フェースミル】
・FFX4 FD-04(04サイズチップ用) 工具径:φ32mm~φ52mm
・FFX4 FD-08(08サイズチップ用) 工具径:φ50mm~φ125mm

DMG森精機が「統合報告書2022」を発行 HPに公開
DMG森精機がこのほど、「統合報告書2022」を発行し、ホームページに公開した。社長メッセージをはじめ、経営理念や同社の歴史、価値創造プロセス、強み、中期経営計画2025、サステナビリティの取り組み、ガバナンス、財務情報など、同社の様々な情報を紹介している。
同社では、今後も社会のニーズに的確に対応した価値提供を通じて世界中の顧客に持続可能で最適な製品・サービスを届ける方針。
↓統合報告書はこちら↓
https://www.dmgmori.co.jp/corporate/ir/ir_library/annual_report.html
【社長訓示】「よく遊び、よく学び、よく働いて充実した人生を」 DMG森精機 森雅彦
 新入社員の皆さん、入社おめでとうございます。
新入社員の皆さん、入社おめでとうございます。
これから皆さんとともに働き、一緒に成長していけることを嬉しく思います。
当社は工程集約・自動化・DXを通して、GX(グリーン・トランスフォーメーション)を推進しています。複数台の機械で行っていた工程を非常に高度な同時5軸加工機、複合加工機1台に集約することによって自動化が進みます。さらに、DXによりデータを収集・フィードバックすることで加工プロセスの最適化を実現します。
工程集約・自動化・DXの一連の取り組みを合わせてMX(マシニング・トランスフォーメーション)と呼んでおり、それによってGXを達成します。GXとは単にCO2排出量の削減だけでなく、世界中の製造現場から不要な仕掛品・中間在庫を減らし、効率よく生産をして世界の省資源化につなげることです。高精度な機械を作り、省人化し、生産性向上を追求する工作機械産業は、頑張れば頑張るほど世の中のためになる産業です。ぜひ誇りを持って働いてください。
会社には貸借対照表(BS)、損益計算書(PL)、キャッシュフロー計算書という3つの重要な指標があり、四半期、半期、一年決算が基本です。日々の業務はPLで表されますが、一番上にくる売上収益は当社の商品・サービスに対するお客様の評価です。一生をかけて商売とは何か、良い工作機械・良いサービスとは何かを考えながら、皆さんと一緒に勉強し、成長していきたいと思います。
経営理念の一つに「よく遊び、よく学び、よく働く」を掲げています。“よく遊ぶ”ためには心身共に健康であることが重要です。ゴルフ、水泳、eスポーツ、麻雀、文学鑑賞など様々な遊びがありますが、自分のスタイルで身体と頭、心を適度に動かしてください。良いサービスを体験したり、面白いものを見たり、未知のことに思いを馳せることが自分の仕事にもプラスになります。
“よく学び”について、技術や市場環境は変化し続けます。良い組織になるためには、常に新しい技術に触れながら、過去の失敗や苦難を忘れないようにすることが非常に重要です。社内ホームページで、1960年代からの社内報を全てデジタルで見ることができます。石油ショック、イラン・イラク戦争、バブル崩壊、世界金融危機の時の内容等を見てみてください。日本的“ものづくり“では、現場というと自社の工場が対象になりますが、工作機械産業では自社に加えて約20年以上機械をお使いいただくお客様の工場も対象であるということを念頭において、世界中の現場に出て学ぶようにしてください。
“よく働く”について、効率よく働き、しっかり休み、メリハリをつけて最大のパフォーマンスを発揮しましょう。当社には全世界で59国籍・約12,000人の社員が働いています。個々において正しい日本語を使い、部品表・設計図を丁寧に作る等、まずは一つ一つの業務を厳密に行い、その上で英語を活用しましょう。
新卒で入社すると40年会社で働くことになります。仕事を通して人生を豊かなものにするため、よく遊び、よく学び、よく働いて充実した人生を送ってください。
「イノベーションを担っていくのも皆の役割」2023年度アマダグループ入社式を開催
アマダ(社長:山梨貴昭氏)は、4月1日、本社伊勢原事業所にてアマダグループ入社式を行った。
会長 磯部 任氏 挨拶(概要)

新入社員の皆さん、入社おめでとうございます。
アマダグループの6 つの会社に123 名の新しい仲間を迎えることができ、大変嬉しく思います。今年は4年ぶりに新入社員皆さんの顔を見ながらお話しすることができて、大変感慨深い気持ちでおります。
私たちを取り巻く環境に目を向けますと、脱炭素社会に向けた環境投資や生産性向上に資する設備投資への需要は急速に回復しています。アマダグループの業績は、昨年度第3四半期までの累計で売上、営業利益、当期利益、受注高のすべてにおいて過去最高を更新しました。
そのような中で、今年2月に待望の新しい提案施設である「アマダ・グローバルイノベーションセンター(AGIC)」をオープンしました。世の中が大きく変化する中で、アマダがこの先も世界のお客さまから信頼を得て成長するには、どういう提案のあり方が良いか何度も経営と関係する社員で議論を重ねてきました。その結果が、「機械メーカーとしてさらに技術志向を強めていくこと」です。そのために、経営理念である「お客さまとともに発展する」という原点に立ち返り、改革と挑戦を行ってまいります。
AGICは「お客さまとともに金属加工の未来あすを共創する空間」をコンセプトに、技術的な裏付けを持って山積する課題をお客さまとともに解決し、新たな価値を創造していく場です。これらの思いは「イノベーション」という言葉に込めており、「イノベーション」を担っていくのも皆さんの役割です。皆さんの力を大いに発揮してください。

皆さんには「失敗を恐れずチャレンジすること」「自ら考え、行動すること」「アマダブランドを担う自覚と責任を持つ」ということを期待しています。アマダグループは、他社がやらないことに先駆けて挑戦してきた歴史があります。小さなことでも踏み出す勇気を持ち挑戦すれば、仮に失敗してもその結果から考え、次の答えを導き出せるようになるはずです。これら3つの力を蓄えて新たな歴史をつくっていただくことを願っています。
最後になりますが、まずは、来週からの研修に一生懸命に取り組んでください。同期とともに切磋琢磨し合い、アマダグループを担う人材となっていただけるよう期待しています。成長した皆さんにお会いすることを楽しみにしています。
コマツ 本社ビルを建て替え
コマツ(社長:小川啓之氏)は、中期経営計画の成長戦略で掲げる「レジリエントな企業体質の構築」を目指してこのほど、コマツ本社ビル(東京都港区赤坂)の建て替えおよび建て替え期間中の一時移転を決定したと発表した。2024年1月より一時移転を開始するとともに同ビル建て替え工事に着手し、2026年9月に竣工を予定している。
本社ビルは、1966年竣工以降57年が経過しており、老朽化やオフィスとしての機能低下が進んでおり、この建て替えにより、グローバル本社としてのハブ機能を強化し、全世界のコマツグループ拠点との情報共有、意思決定、執行のスピードアップを図る方針。
新社屋では新型コロナウイルスを経て定着したリモートワークなどの多様な働き方にあわせた執務エリアを実現する。産学・産産連携やオープンイノベーションの拡大など、イノベーションセンターとしての機能強化を図るほか、持続的成長を支える優秀な人材の確保を推進するため、グローバル本社を採用の重要拠点と位置づけ、リアルとオンラインを駆使した採用イベントなど、コマツを体感、体験できる機会を拡充する。これらの取り組みにより、ダイバーシティ&インクルージョン推進、人材エンゲージメント向上による多様性に富む人材基盤充実などを図り、社会や外部環境の変化に柔軟に対応できるレジリエントな企業体質構築を目指す。
【本社一時移転先】
所在地:東京都港区海岸1丁目2-20 汐留ビルディング
移転期間:2024年1月~2026年12月(予定)
<コマツ新本社ビルの概要>
所在地:東京都港区赤坂二丁目3-6
延床面積:約20,000㎡
構造:鉄骨造、地上10階地下2階建
着工予定:2024年1月
竣工予定:2026年9月
2023年3月分工作機械受注総額は1,410.2億円
日本工作機械工業会がこのほどまとめた2023年3月分の受注実績は以下の通り。
2023年3月分工作機械受注総額は、1,410.2億円(前月比+13.6% 前年同月比△15.2%)となった。受注総額は、3カ月ぶりの1,400億円超。1,000億円超は26カ月連続。内需を中心に期末効果が見られる等、堅調水準を維持。
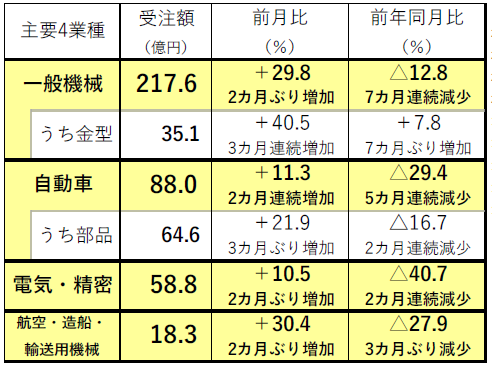
内需は493.7億円(前月比+26.8% 前年同月比△18.0%)で、期末効果により前月比増加し、4カ月ぶりの450億円超。全11業種中10業種が前年同月比増加も、9業種は前年同月比減少。
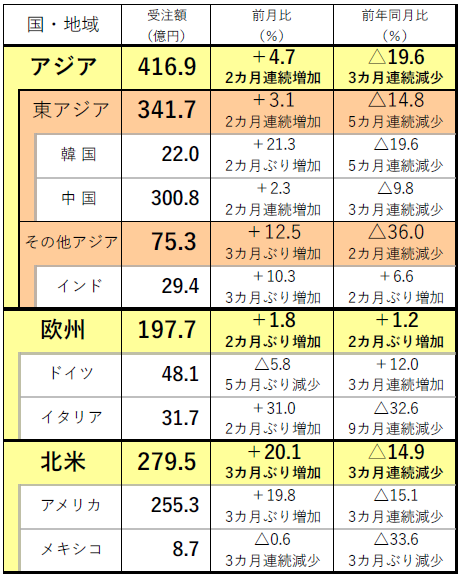
外需は916.5億円(前月比+7.6% 前年同月比△13.6%)で、主要3極全てで前月比増加し、3カ月ぶりの900億円超。21年3月以降、25カ月連続で800億円を声、総じて高水準が継続。
3月の受注は市場がやや弱含む中にあっても、期末効果等により、堅調水準が継続。今後も金融動向や世界経済の先行き等を注視。
3月分内需
493.7億円(前月比+26.8% 前年同月比△18.0%)。
・3カ月ぶりの450億円超。
・前月比2カ月ぶり増加。前年同月比7カ月連続減少。
・半導体や自動車関連等で依然力強さに欠けるも、期末効果により前月比増加。
(出所:日本工作機械工業会)
3月分外需
916.5億円(前月比+7.6% 前年同月比△13.6%)
・3カ月ぶりの900億円超。
・前月比3カ月ぶり増加。前年同月比3カ月連続減少。
・米国で大きく増加したほか、アジア、欧州でも全血比増加し、高水準持続。
(出所:日本工作機械工業会)
【あいさつ】「INTERMOLD2023/金型展2023」開催にあたって 日本金型工業会 会長 小出 悟

はじめに『INTERMOLD2023/金型展2023/金属プレス加工技術展2023』開催に際し、いまだに続くコロナ禍にもめげず多大なるご支援・ご協力を賜りました各出展企業、関係諸官庁ならびに関連諸団体の皆様のおかげで本展開催に至りましたことを厚く御礼申し上げます。
ウィズコロナの時代に入りこのタイミングを待っていたかのように世の中の様々な価値観が変わっていくような感覚を覚えるのは、おそらく私だけではないと思いますが、それほどの大きな環境変化の中での本展開催となるわけで、正直それをも抱擁できるほどの展示会に仕切れた自信は無いものの、十分満足していただける展示会であることは感じていただけるものと思います。この変化もまだ始まったばかりであり、今後の本展の開催骨子にも今回の東京開催は大きく影響を及ぼすものになるだろうと感じています。今後ともあらゆる変化を見逃さず好機と捉え、果敢に新しい取り組みをし、それらを通じておぼろげながらでも新時代の啓示となるものが表現される展示会へと発展させなければならないと思う次第です。このような時代を強く生き抜いていくために改めて面直での人との交流が大切であると思い知らされ、そんなタイミングでの今回の展示会ですが、21世紀のビジネスはどの様な状況で推移するのか、情報はどのように入手し、どのように処理をしていかなければならないのか、デジタル化の進む時代は今とどんな違いで立ち向かうべきかに気づける展示会になればと、ワクワクする心持ちで臨めるような気も致します。いまの時代は正しい情報を大量に瞬時に入手しながら、分析・解析を滞ることなく進められ、それなりの回答として即活用でき、そうして行動に反映することにより、今までの具合の悪い仕組みにも改善の手を施すことができ、省人化さらには無人化へと工程を進ませ、どうしても進ませることのできないものは中核となる人財にて対処解決をする、いわゆるIT化の徹底の末の自動化の実現、その環境を持続的に管理する新しい人間の働き方を想像し、新しい自分ならではの仕組みを垣間見る良い機会であると言えます。
本展では、DXを念頭に置いた展示も数多くなされております。コロナのことはもう頭から拭い去り変化する時代の流れを、ご自身で体感していただきながらこれからの皆様の活動に活かしていただけるよう切にお願い申し上げます。最後になりますが日本のものづくりがこの変化の激し中で、私たちのあくなき探求心と努力のもとさらなる活発的に発展し、それに対しても皆様が迷うことなく突き進んでいかれますことを祈念申し上げ挨拶とさせていただきます。
「INTERMOLD/金型展/金属プレス加工技術展2023」が東京ビッグサイトで開催 ~4月12日(水)~15日(土)まで~
日本金型工業会、日本金属プレス工業協会は本年4 月12 日(水)~15日(土)に東京ビッグサイトで、金型・金属プレス加工の専門見本市「INTERMOLD/金型展/金属プレス加工技術展2023」(運営:インターモールド振興会)を開催する。金型設計・製造から金属プレス・プラスチック成形に至る一連の工程における最新製品やサービスなど、注目のソリューション提案を行う。
会場内では注目テーマの展示企画フェアを実施予定。金型業界にも大きな波として押し寄せつつあるプラスチック加工に焦点を当てた「次世代プラスチック加工フェア」や、生産性向上・業務効率改善をテーマにした「製造業 DXフェア」、次世代加工技術として注目される「3Dプリンティング&AM技術フェア」をはじめ、合計6つのフェアを展開する。
各フェアと連動した専門的な講演も多数開講。一部講演は事前登録が必要。また、来場時は事前に登録サイトから情報登録を行う「完全事前来場登録制」。現在、公式サイトから登録を受付中だ。
開催概要
■名称:INTERMOLD2023(第34回金型加工技術展)/ 金型展2023/金属プレス加工技術展2023
■会期:2023年4月12日(水)~15日(土)10:00~17:00※最終日15日(土)は16:00まで
■会場:東京ビッグサイト東1・2ホール(東京都江東区有明3-11-1)
■主催:【INTERMOLD 2023/ 金型展2023】(一社)日本金型工業会
【金属プレス加工技術展2023】(一社)日本金属プレス工業協会
■運営:インターモールド振興会
■後援:経済産業省、外務省、東京都、独立行政法人日本貿易振興機構、東京商工会議所、日本経済新聞社、独立行政法人中小企業基盤整備機構(順不同)
■入場料:3,000円(税込・事前来場登録後、来場者証持参者は無料)
■公式サイト:https://intermold.jp
