ニュース
Japan National Orchestra 奈良県と包括連携協定を締結

Japan National Orchestra(以下、JNO)は、2月28日、奈良県の文化活動の振興に関し、奈良県と包括連携協定を締結した。奈良県の荒井正吾知事、JNOの会長 川島昭彦氏、社長 反田恭平氏(オンライン参加)が出席し調印式を行った。
JNOは奈良を拠点に持続的かつ発展的な活動を行い、音楽家自らが活躍の場を創出する場として2021年5月に、森記念製造技術研究財団(DMG森精機の出捐により設立)とNEXUSの出資により設立された。また、奈良県では音楽祭「ムジークフェストなら」を継続して開催するなど、文化活動の振興にかねてより取り組んでいる。
JNOは音楽活動の充実、交流の促進、担い手の育成、文化振興関連施設の活用促進について、奈良県とこれまで以上に緊密に連携し、DMG森精機の創業の地である奈良県の文化芸術の振興にさらに貢献する方針。具体的には奈良県でのコンサート開催や小・中学生、高校生等への上質なクラシック音楽鑑賞、体験、指導の機会の提供などを想定している。また、反田氏は奈良県の文化政策顧問に就任し、今後奈良県内の音楽活動の充実や音楽活動を通じた交流の促進に関することなどについて、適宜助言・協力を行う。
また、JNOは、奈良の魅力発信、地域の文化活動活性化に向けた取り組みを推進することを目的として、3月4日に奈良市と魅力発信パートナー宣言式を行い、奈良市の仲川 げん市長、JNOの会長 川島昭彦氏が宣言書へ調印した。この日はピアニストで社長の反田恭平氏、ヴァイオリニスト・JNOコンサートマスター 岡本誠司氏、チェリスト 水野優也氏も参加し、演奏を披露した。
2022年2月分工作機械受注総額は1,390.0億円 日工会
日本工作機械工業会がこのほどまとめた2022年2月分の受注実績は以下の通り。
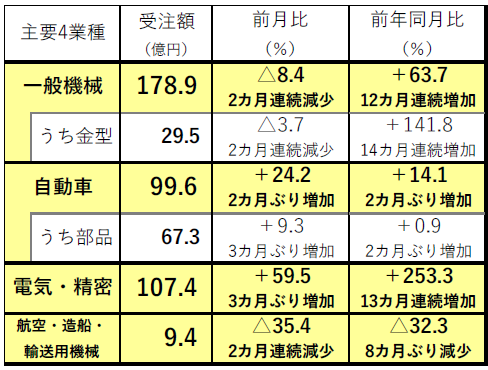
2022年2月分工作機械受注総額は、1,390.0億円(前月比△2.7% 前年同月比+31.6%)となった。受注総額は、2カ月ぶりの1,400億円割れ。1千億円超は13カ月連続。足元でリスク要因が多くある中で中外需とも堅調持続。
内需は488.6億円(前月比+10.6% 前年同月比+60.4%)で、前月比は2カ月ぶり増加も、2カ月連続の500億円割れ。国内需要は部材不足等の懸念がある中で半導体関連中心に堅調。
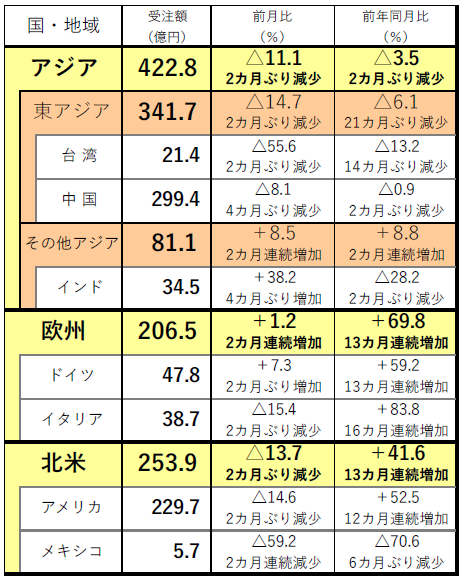
外需は901.4億円(前月比△8.7% 前年同月比+20.0%)で、前月の大型受注の反動減も、2カ月連続の900億円超と高水準持続。主要3極では、アジアと北米で前月比減少し、欧米はほぼ横ばい。
今後は部材不足や部材・輸送費の高騰に加え、地政学リスク等が国内外の受注に与える影響を注視。
2月分内需
488.6億円(前月比+10.6% 前年同月比+60.4%)
・2カ月連続の500億円割れ。
・前月比2カ月ぶり増加。前年同月比12カ月連続増加。
・オミクロン株の感染拡大の影響は2月も軽微。半導体関連等、電気機械が伸長。
(出所:日本工作機械工業会)
2月分外需
901.4億円(前月比△8.7% 前年同月比+20.0%)
・2カ月連続の900億円超。
・前月比2カ月ぶり減少。前年同月比16カ月連続増加。
・アメリカと台湾の大型受注の反動減もあり、前月比減少も高水準持続。
(出所:日本工作機械工業会)
2022年2月分 機械工具生産額まとまる 日本機械工具工業会
日本機械工具工業会がこのほどまとめた2022年2月分の機械工具生産額は次のとおり。〈( )内は対前年比〉。
■生産額
切削工具 353億円(114%)、耐摩耗工具 30億円(103%)、総合計 390億円(113%)
■ドリル生産額
特殊鋼工具 15億円(124%)、超硬工具 37億円(126%)、ダイヤ・CBN 1億円(108%)、総合計 53億円(125%)
■エンドミル生産額
特殊鋼工具 4億円(111%)、超硬工具 36億円(106%)、ダイヤ・CBN 1.3億円(102%)、総合計 41億円(106%)
■カッタ生産額
特殊鋼工具 0.8億円(136%)、超硬工具 6億円(123%)、ダイヤ・CBN 0.5億円(124%)、総合計 7億円(125%)
■ギヤカッタ生産額
総合計 7億円(109%)
■ブローチ生産額
総合計 7億円(96%)
■ねじ加工工具生産額
特殊鋼工具 31億円(113%)、超硬工具 3億円(117%)、総合計 34億円(114%)
■バイト生産額
特殊鋼工具 0.3億円(104%)、超硬工具 8.6億円(116%)、総合計 8.9億円(116%)
■リーマ生産額
特殊鋼工具 1.4億円(109%)、超硬工具 3億円(110%)、総合計 4億円(110%)
■鋸刃カッタ生産額
特殊鋼工具 1億円(112%)、超硬工具 0.7億円(104%)、総合計 1.9億円(109%)
■インサート生産額
超硬工具 138億円(115%)、ダイヤ・CBN 21億円(107%)、総合計 159億円(114%)
■ボディ関係生産額
総合計 16億円(119%)
■超硬合金生産額
切削用 141億円(111%)、耐摩耐食用 15億円(102%)、総合計 158億円(110%)
経産省・2022年1月度機械統計 機械工具生産動態調査
経済産業省の2022年1月度 機械工具生産動態調査(機械統計)は以下の通り。
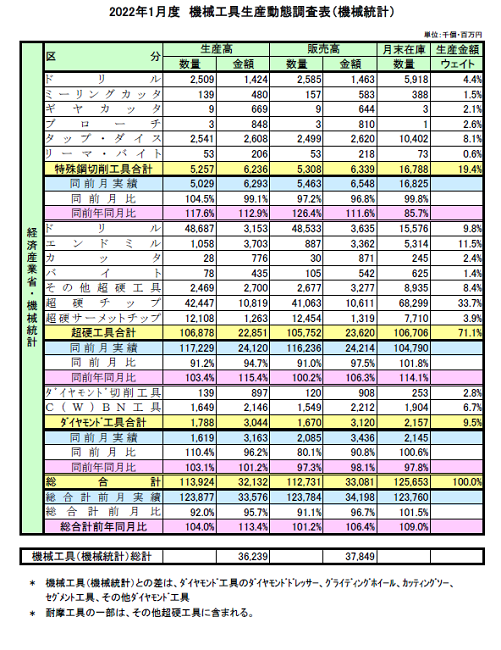
(表出所:日本機械工具工業会)
オーエスジー 「2019年度並みにV字回復」第109回株主総会を開く

オーエスジーが2月18日(金)にホテルアソシア豊橋(豊橋市花田町)で「第109回定時株主総会」を開催した。株主への安全と健康の配慮から、会場内では飛散防止パネル越しに議事を進行するなど、感染予防対策を徹底した中での開催となった。
総会に先立ち、議長である石川則男会長兼CEOがあいさつをした。この中で石川会長は、同社を取り巻く経営環境について、「自動車産業の生産調整が世界中で継続しているが、弊社は微細精密加工、半導体、工作機械、ロボット等の精密部品加工用の切削工具の需要は底堅く、日本を含め世界市場で受注は堅調に推移している。」と前向きな姿勢を示した。
また、「今まではそれほど大きな取引をいただけなかった欧米のメーカー、大手メーカーからシェアアップが期待できる状況になりつつある。電動化部品に対応する新技術、新製品の分野においては、当社はコーティング技術を切り口として進化、拡大したい。」との考えを示し、「コーティング分野ではかなりの投資、M&Aをはじめとする投資を行ってきた。オーエスジーのコーティング技術のレベルはここに来てかなり強化されたと認識している。また現在グローバルに拡充しておりますコーティングセンターも今後の新ビジネスとして期待ができるものと考えている。」と期待感を滲ませた。
第109期事業報告
第109期事業報告では、新型コロナウイルス感染拡大の中、中国を皮切りに世界経済は回復をみせたが、半導体不足や部品供給不足によるサプライチェーンの混乱がみられた。長年にわたって築き上げたグローバル体制を駆使することで混乱下においても製造ネットワークと強固な販売網を活かして対応、世界全般で製品やサービスの安定供給を継続し、コロナ禍前の2019年度並みにV字回復をすることができた。
主力製品であるタップは、通年で史上最高の売上を達成し、ドリルも第2四半期以降、過去最高の売上を達成した。国内において超硬エンドミルは過去最高のトップシェアを獲得することができた。
この結果、連結売上高は1,261億5,600万円、連結営業利益は161億500万円、連結当期純利益は109億8,900万円となった。
日本では、主要ユーザーである自動車関連産業向けは半導体不足の影響が続いたが、足元では回復傾向にある一方、航空機関連産業は以前厳しい状況がつづいている。足元は業種によって異なる状況となっているが、新型コロナウイルス感染症の影響により大きく落ち込んだ前期と比較すると、売上高、営業利益友に大きく増加した。
米州では、前期後半より回復基調にある。7月以降デルタ株の流行により新型コロナウイルス感染症の新規感染者数が大幅に増加したものの経済に与える影響は限定的なものになった。主要顧客である自動車関連産業においては、半導体部品不足の影響を受け、減産の実施や工場の一時的なシャットダウン等の生産調整を余儀なくされた。また、航空機関連産業について景況は底を打ったようにも見えたが、回復にはまだ時間が必要な状況ではあるが、建機や石油関連など他産業においては好調であり、堅調な受注状況が継続している。南米ブラジルにおいても、航空機関連産業以外の国内景気は自動車関連産業を中心に好調であり、半導体等の部品不足も現状は業績に大きな影響を与えていない。また、昨年に続くレアル安傾向により、輸出からの利益が大きくなっている。全体的に回復傾向にあり、売上高は前期と比較して増加した。また、コロナ禍にあって経費削減を徹底したことも影響し、営業利益は前期と比較して大きく増加する結果となった。
欧州・アフリカでは、デルタ株の流行により新型コロナウイルス感染症の感染者数が期末にかけて大幅に増加したが、主要国の景況は比較的堅調に推移した。主要顧客である自動車関連産業においては半導体等部品不足による生産調整はあったものの、同社グループへの影響は限定的なものとなった。一方、航空機関連産業はようやく底を打ったようにみえるものの、まだまだ厳しい状況にある。これまでにM&Aを行った会社とグループ間の協業による受注活動を展開し、案件の獲得に注力してきた。ドイツの会社1社を新規連結したこともあり、売上高は前期と比較して増加となった。また、利益についても売上高が増加したことによる利益率の改善、コロナ禍での経費削減等の効果もあり、前期と比較して大きく増加した。
アジアでは、中国で政府による大型投資の効果もあり、新型コロナウイルス感染症の影響からいち早く回復したが、期後半において成長が鈍化した。自動車関連産業においても半導体等部品不足の影響や、節電による工場稼働の制限等が重なり顧客の生産に一部影響があった。また、韓国においても国内の景気は回復基調にあり、自動車の生産台数も新型コロナウイルス感染症流行前に近い水準まで回復してきたが、半導体等部品不足の影響によって回復に歯止めがかかった。その他のアジア諸国においても、新型コロナウイルス感染症の再拡大や半導体部品不足等が自動車関連産業の回復に影響を与えたが、一方で注力している5Gや半導体、エネルギー関連は引き続き好調を維持している。足元には不透明感がありつつも、全体的には回復基調にあったため、売上高、営業利益友に前期と比較して大きく増加する結果となった。
第1号議案「剰余金処分の件」、第2号議案「取締役(監査等委員である取締役を除く。)2名選任の件」、第3号議案「監査等委員である取締役5名選任の件」、第4号議案「役員賞与支給の件」が上程され、それぞれ可決された。
新中期経営計画「Beyond the Limit 2024」

総会終了後、大沢伸朗社長兼COOが新中期経営計画Beyond the Limit 2024」について説明をした。大沢社長は、「Beyond the Limitは限界の先へ、限界の向こうへ、という直訳になる。自ら限界を超えていく、限界を設けない、自分たちの殻を破っていく、今までの常識にとらわれず常に新しいチャレンジをしていく意味が込められている。カーボンニュートラル時代に向けて必要不可欠な切削工具メーカーとして選定され続けるエッセンシャル・プレーヤーを目指していく。」と意気込みを示した。
長期ビジョンについては、2030年に向けて3年刻みで進めていくとし、そのための中期経営目標(2024年11月期)に向け、ROA(営業利益ベース)15%、営業利益300億円の目標を設定した。販売部門は営業利益率の向上、製造部門は総資産回転率の向上に努めていく。
ヤマザキマザック 2次元ファイバーレーザ加工機「OPTIPLEX 3015 NEO」新発売

ヤマザキマザックは、このほど生産性と環境性能を追求した2 次元ファイバーレーザ加工機「OPTIPLEX 3015 NEO」の販売を開始した。
世界的に活況が続く半導体関連業界では、製造設備に使われる厚板部品の加工需要が近年増加しているうえ、建設機械や農業機械業界などでは中板部品加工のさらなる高速化が求められていることを受け、同社ではこうした市場の要請に応えるため、今回、中厚板の高速・高品質加工を可能にする「OPTIPLEX 3015 NEO」を開発した。
通常、ファイバーレーザはレーザビームの焦点面積が炭酸ガスレーザと比較して小さいため、薄板の高速加工を得意としている。「OPTIPLEX 3015 NEO」は、ビーム径とビーム形状をコントロールする独自機能を搭載し、炭酸ガスレーザを上回る焦点面積を得ることを可能としている。この機能に加えて15kWの高出力発振器を搭載することで、中厚板の高速・高品質加工を実現している。
また、「OPTIPLEX 3015 NEO」は新型CNC装置「MAZATROL SmoothLx」を搭載。「MAZATROL SmoothLx」は視認性の高いワイドスクリーンの採用により、直感操作を可能としている。また、操作盤上部のデュアルモニタ(オプション)は、生産支援ソフトや機内カメラ映像を表示することができ、段取り作業などの高効率化を支援する。
同社は環境を重要な経営課題のひとつと位置付け、顧客の生産現場における脱炭素化に貢献する製品開発を進めている。「OPTIPLEX 3015 NEO」はファイバーレーザ発振器の特長である高いエネルギー変換効率により、同サイズの炭酸ガスレーザ加工機との比較において消費電力を6割削減している。
同社では、「今後も製品の性能向上と環境負荷低減を追求し、持続可能なものづくりへ貢献していく」としている。
OPTIPLEX 3015 NEO の特長
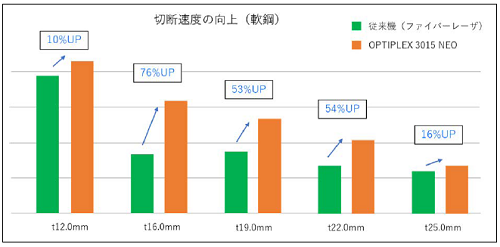
(1)高速・高品質な切断
●切削速度の向上
発振器側と機械側の両方でレーザビームを調整することにより、軟鋼の切断速度が最大76%向上。
●最大加工板厚の向上
軟鋼の加工板厚は、従来機では25mm までの切断限界が、32mm まで切断が可能になった。
●高品質な加工面品位
鋭角・直角コーナーの高い加工品質を実現。
〈例〉軟鋼25mm切断例
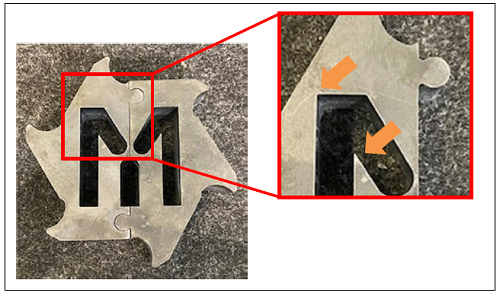
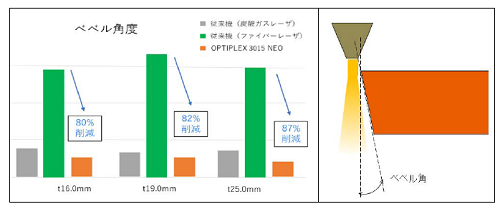
厚板加工時のベベル角(ベベル角=切断の際に切断面に発生する角度)が従来の5分の1となり、炭酸ガスレーザ以上の直角度を実現
(2)新型CNC装置「MAZATROL SmoothLx」搭載
●ワイドスクリーンとフラットな画面デザインの採用
新たに開発したCNC装置「MAZATROL SmoothLx」では、21.5インチのワイドスクリーンを採用。ネスティングされた板材全体を一目で確認可能。画面は非常停止やロータリースイッチ以外をすべてフラットにし、ピクトグラムを用いた直感的でわかりやすいパネルデザインになった。

●ワンタッチ操作とアシスト機能
加工条件データベースなどの使用頻度の高い機能はワンタッチで呼び出し、操作時間を短縮。また、各種機能の操作手順はポップアップ表示されるため、対話形式での操作が可能。
●デュアルモニタを搭載(オプション)
同社の生産支援ソフトである「Smooth Monitor AX」や機内カメラ、マニュアルなどの表示が可能。各種生産支援ソフトの使用、マニュアルや加工エリアを確認しながらの操作により、生産性向上を支援する。
〈OPTIPLEX 3015 NEO の環境対応〉
(1)消費電力の削減
ファイバーレーザ発信器は従来比(炭酸ガスレーザ)と比べ消費電力を大幅に削減。
(2)ガス消費量の削減
新たに開発した加工技術により、切断時に使用する窒素ガスの消費量を大幅削減。従来機(ファイバーレーザ)と比較して最大85%削減。
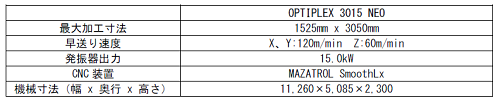
主な仕様
タンガロイ ツ-リングシステム「TungCap」に小型NC旋盤用C3、C4サイズを拡充

タンガロイは、複合加工機やNC旋盤での高精度、高能率加工に対応する、PSC互換のポリゴンカップリングを備えたツーリングシステム「TungCap」(タング・キャップ)に、小型旋盤に対応するC3、C4サイズを大幅に拡充し、このほど販売を開始した。
「TungCap」はPSC互換のポリゴンカップリングを備えたツーリングシステム。ポリゴン形状のテーパ部と端面との2面拘束仕様が高いクランプ剛性を実現し、同時にポリゴン形状による優れたセンタリング機構によって同一工具交換時の刃先の繰返し位置精度は±0.002mm以内を誇る。
この高い精度と機外の工具長測定システムを組み合わせることで、PSCインターフェースを持つ旋盤において、刃物台に工具をセットしてすぐに仕上げ加工が可能となる。これにより、一般的に行われているインサートを交換した際の寸法精度確認用のいわゆる「捨て削り」が不要となり、機械加工における非切削時間(ダウンタイム)を大幅に短縮できる。
今回、「TungCap」シリーズに、小型旋盤にも幅広く対応するC3、C4サイズのラインナップを合計54アイテム拡充する。小型旋盤に対応する突き出し長さが短いボーリングバー用サイドロックホルダや、回転主軸に使用するコレットチャックホルダのほか、インサートを直接取り付けるカッティングヘッドも多数設定する。高圧クーラント給油仕様のアイテムもラインナップし、切りくず処理が難しいインコネルやチタン材などの難削材の加工でも威力を発揮する。
同社では、「これらのC3、C4サイズの製品を拡充することで、小型部品を加工する旋盤機でも、加工時間の短縮、高精度加工に大いに貢献します。」としている。
■主な形番と標準価格(税抜価格)
・C3ACLNR22040-12N:30,500円
・C3SDJCR22040-11-CHP:54,100円
・C4AVQNR27050-16N:30,500円
・C3ADI08X35T:49,500円
計54アイテム
イスカルジャパン 工具管理キャビネット「MATRIX」に新レパートリーを追加
イスカルジャパンはこのほど工具管理キャビネット「MATRIX」に新たなレパートリーを追加した。
様々な様々な工具を収納し、タッチパネルでの直感的な操作で入出庫を行う「MATRIX」は、管理に係る工数削減はもとより、使用履歴から得られる統計データの活用による、在庫適正化や異常値の検出が醍醐味。自社開発のソフトとキャビネットは幅広いエンドユーザー及び商社での利用にマッチするが、今回新タイプキャビネットの投入により、その幅を更に広げる。
MAXIプレミアム

・既存の最上位モデル”MAXI”キャビネットを更にグレードアップ
・大画面タッチパネル/ハイスペックPC/高機能二次元コードリーダー/2年間の部品保証
DLS-V 5D

・5列の縦型収納、工具がツールホルダにセットされた状態での管理が可能
・主要な規格に対応(HSK A63 / C6 / BT30 / BT40)
・1列に最大24本のツールを収納
MATRIXスケール

・入庫時に重量を計測し、使用量を管理
・使用の度に重量が減るアイテムの管理に最適(溶接ワイヤ等)
・最大計測重量:50 kg
▼MATRIX専用サイトはこちら▼
https://www.ctms-imc.com/
DMG MORI マグネスケール伊勢原事業所内に半導体レーザ工場を新設

DMG MORIとグループ会社のマグネスケールは、2023年6月の完成を目標として、マグネスケール神奈川県伊勢原事業所内に、計測用の半導体レーザの開発と生産を目的とした工場を新設する。
マグネスケールは、ピコメートル・レベルの分解能を持つエンコーダであるレーザスケールおよび工作機械に搭載するマグネスケールをはじめとした計測機器の開発・製造・販売をしている。レーザスケールの主な市場である半導体製造・検査装置では、集積度アップのため、さらなる微細化や三次元化への重ね合わせ精度の必要性から、スケールの高精度要求が高まり、需要も年々拡大している。
脱炭素社会に向けた発電タービンの高精度化にもレーザスケールが貢献しており、マグネスケールの計測機器に用いる半導体レーザの必要数量は2025年には年間10万個と予測していることを受け、需要が増加する将来に向けて、また高精度化の要求に応えるため、計測用半導体レーザの自社開発および内製化に踏み切ることを決定した。2024年の操業を目指し、伊勢原事業所内に半導体レーザの開発・試作・製造を行うための施設を建設する。
また、マグネスケールでの計測用半導体レーザの開発・製造の知見を将来的にDMG MORIの金属積層造形機やレーザ加工機に搭載する加工用高出力半導体レーザの開発・製造に展開させることを検討している。
■新設工場の概要
所在地 :神奈川県伊勢原市鈴川 株式会社マグネスケール 伊勢原事業所内
建築面積 :450㎡
延床面積 :918㎡
操業開始 :2023年6月 建物完成、 2024年1月操業開始
総投資額 :約30億円
「宇宙開発の大問題とビジネスチャンス」をテーマにイベントを開催 中部ニュービジネス協議会

中部ニュービジネス協議会(略称:CNB)の会員交流支援部会が、アストロスケール創業者兼CEOの岡田光信氏、オーエスジー常務執行役員の大沢二朗氏を講師に迎え、「宇宙開発の大問題とビジネスチャンス」をテーマに会員イベントを開催した。なお、今回はコロナウイルス感染拡大の影響からWEB会議システムを利用して実施した。
第二部の対談では、岡田氏、大沢氏の対談が行われた。
