ニュース
MOLDINO 高能率側面切削用エンドミル「ER5HS-PN」発売 ~負荷制御ツールパスとの組合せで⾼能率な加⼯を実現!~

MOLDINOが、このほど負荷制御ツールパスとの組合せで⾼能率加⼯を実現する、⾼能率側⾯切削⽤エンドミル「ER5HS-PN」の発売を開始した。
⾦型の荒加⼯⽅法は等⾼線加⼯が主流だが、近年、欧州を中⼼に”⾼能率側⾯切削”が普及している。
⾼能率側⾯切削は⼀般的なCAMに搭載されている負荷制御ツールパスの活⽤により、⼯具⽋損が発⽣しやすい⾦型隅部での加⼯安定性を向上させ、⼤きな軸⽅向切込み量で⾼能率加⼯を可能にするというメリットがある。そこで同社では、⾦型の⽣産性向上に⼤きく寄与する⾼能率側⾯切削に最適な超硬エンドミルを開発するに至った。
ER5HS-PN 商品の特徴とメリット
(1) 負荷制御ツールパスを活⽤した⾼能率側⾯切削で⼤幅な荒加⼯時間の短縮が可能。
(2)⾼送り⼯具や削り残し⽤の⼯具を使⽤することなく1本の⼯具で荒加⼯の全てを⾏うことで、⼯程と⼯具の集約を実現。
(3)⾼能率側⾯切削に最適な⼯具設計(振動抑制、耐⽋損性、切りくず詰まり低減)。
(4)軸⽅向切込みは最⼤で⼯具径の3倍に設定できます。
推奨できる加⼯⽤途は、⾦型・⾦型構造部の荒加⼯(40HRC以下の鋼材が対象被削材)。
■仕様
・⾸下3.5DCタイプ(刃⻑3DC):φ6〜φ20 6アイテム
・⾸下5DCタイプ(刃⻑3DC) :φ6〜φ20 6アイテム
(全12アイテム)
■価格
・⾸下3.5DCタイプ:¥13,140〜¥71,900(消費税別)
・⾸下5DCタイプ :¥14,480〜¥84,000(消費税別)
タンガロイ ねじ切り加工用「TungThread」シリーズ UN、UNJねじ用に「AH8015」材種を拡充!
タンガロイがこのほど、ねじ切り加工用「TungThread」シリーズのユニファイ(UN)ねじ、航空機部品用UNJねじ用インサートに「AH8015」材種を拡充し、販売を開始した。
このシリーズは、一般的なNC旋盤でのねじ切りから、自動盤での小型精密ねじ、さらに油井管用の特殊ねじまで幅広く対応する高性能ねじ切り加工用工具シリーズで、「AH8015」は被膜硬度の高い高アルミ含有積層膜を採用したコーティング膜と靭性の高い専用母材を組合せた耐摩耗性と耐チッピング性という相反する性能を高い次元で両立したPVDコーティング材種。2022年4月に同材種を大幅に拡充し、多くのユーザーから高い評価を得ている。
今回は、一般的な機械部品に汎用的に使用されるユニファイ(UN)ねじと、航空機部品で多用されているUNJねじ用インサートに「AH8015」材種を拡充したことにより、鋼やステンレス鋼だけでなく、特に航空機部品で多く使用されている耐熱合金等の難削材のねじ切り加工で安定した長寿命を実現し、加工コストの低減に大いに貢献する。
■主な形番と標準価格(税抜き価格)
・16ER32UN AH8015 :2,440円
・16ER10UN AH8015 :2,440円
・16ER28UNJ AH8015:3,130円
・16ER8UNJ AH8015 :3,130円
計16アイテム
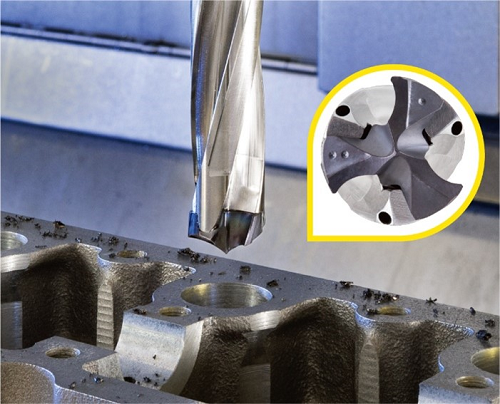
イスカルジャパン 3枚刃・超速ヘッド交換式ドリル「LOGIQ3CHAM」を好評発売中!

イスカルジャパンが販売している3枚刃・超速ヘッド交換式ドリル「LOGIQ3CHAM」が好評を博している。
この製品は、イスカルが長い開発期間を経て登場したもので、特長は3枚の有効切刃が従来の2枚刃と比較して、生産性が約50%向上することである。また、切刃外周のガイドとなるマージンも3本になったことで、ビビリが軽減され、安定した加工が可能だ。
独創的なポケットデザインにより、機上で簡単にヘッド交換可能なクイックチェンジシステムを採用していることにも注目したい。これにより、中心部をクランプするため、振れを最小限に抑え、強固にヘッドを固定し、高い繰り返し精度を実現する。
高い生産性と高精度な穴あけ加工を両立し、「ヘッド交換式タイプ最強・最速」との呼び声が高い製品である。
■レパートリー
●ヘッド
・H3P(標準タイプ):Φ12mm~25.9mm
・F3P(新発売フラットタイプ):Φ12mm~25.5 mm
炭素鋼/合金鋼/鋳鉄加工に対応
●ホルダー
・D3N (加工深さ:1.5 / 3 / 5 / 8×D)
コマツ 国内市場向け建設機械、フォークリフトおよび純正部品、油脂類の販売価格を改定
コマツは、国内市場向けの建設機械およびフォークリフトの全製品ならびに純正部品、ディーゼルエンジンオイルなどの油脂類を対象に、下記のとおり販売価格を改定する。
同社は、昨今の世界的なサプライチェーンの混乱による生産および販売への影響や、原材料価格や物流費の高騰の影響があるなか、中期経営計画の成長戦略を実現するため、部品調達の複数社購買体制の強化とクロスソーシング活用、コスト低減活動に取り組むなど顧客の商品・部品の継続的供給に尽力してきたが、国内市場においては22年1月にも本体の価格改定を実施したものの、原材料価格や物流費のさらなる高騰に加え、労務費やエネルギーコスト上昇の影響もあり、企業努力での吸収は難しいと判断した。
国内市場向け販売価格の改定内容は以下のとおり。
1.価格改定対象機種
・国内市場向け建設機械、フォークリフト全機種および純正部品、油脂類
2.価格改定内容
・建設機械およびフォークリフト全機種 平均10%値上げ
・純正部品 平均 7%値上げ
・油脂類 平均28%値上げ
3.価格改定実施日
・建設機械およびフォークリフト全機種 2023年2月1日以降の受注分より
・純正部品・油脂類 2023年4月1日以降の受注分より
2022年12月分 機械工具生産額まとまる 日本機械工具工業会
日本機械工具工業会がこのほどまとめた2022年12月分の機械工具生産額は次のとおり。〈( )内は対前年比〉。
■生産額
切削工具 364億円(103%)、耐摩耗工具 32.2億円(104%)、総合計 402.8億円(103%)。
■ドリル生産額
特殊鋼工具 16億円(119%)、超硬工具 38.8億円(106%)、ダイヤ・CBN 1.2億円(138%)、総合計 56.1億円(110%)。
■エンドミル生産額
特殊鋼工具 4.5億円(112%)、超硬工具 38.6億円(105%)、ダイヤ・CBN 1.2億円(119%)、総合計 44.3億円(106%)。
■カッタ生産額
特殊鋼工具 0.9億円(140%)、超硬工具 5.2億円(99%)、ダイヤ・CBN 0.3億円(73%)、総合計 6.4億円(102%)。
■ギヤカッタ生産額
総合計 7.4億円(111%)。
■ブローチ生産額
総合計 7.2億円(91%)。
■ねじ加工工具生産額
特殊鋼工具 32.4億円(113%)、超硬工具 3.3億円(108%)、総合計 35.8億円(113%)。
■バイト生産額
特殊鋼工具 0.4億円(132%)、超硬工具 8.7億円(90%)、総合計 9.1億円(91%)。
■リーマ生産額
特殊鋼工具 1.4億円(118%)、超硬工具 2.6億円(105%)、総合計 4億円(109%)。
■鋸刃カッタ生産額
特殊鋼工具 1.4億円(116%)、超硬工具 0.5億円(72%)、総合計 1.9億円(100%)。
■インサート生産額
超硬工具 143.3億円(100%)、ダイヤ・CBN 18.6億円(100%)、総合計 162億円(100%)。
■ボディ関係生産額
総合計 16.8億円(105%)。
■超硬合金生産額
切削用 139.7億円(98%)、耐摩耐触用 14.7億円(97%)、総合計 156.1億円(97%)。
経産省・2022年11月度機械統計 機械工具生産動態調査
経済産業省の2022年11月度 機械工具生産動態調査(機械統計)は以下のとおり。
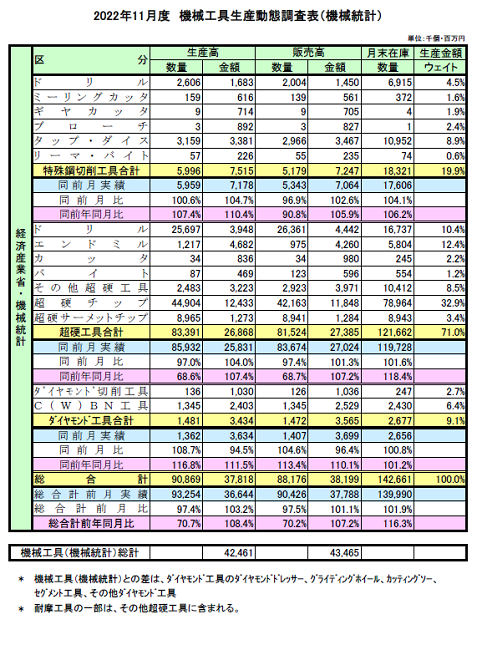
(表出所:日本機械工具工業会)
2022年10~12月期および年間ロボット統計受注・生産・出荷実績
ロボット工業会がまとめた2022年10~12月期および年間ロボット統計の受注・生産・出荷実績は次のとおり。
●業況について
2022年10~12月期は、受注額は対前年同期比4.3%の減少、生産額は同3.4%の増加となった。出荷実績をみると、国内向けは半導体用などの好調さが継続してみられたものの、自動車製造業向けを中心に減少となった。輸出は実装用や中国向けで引き続き減少がみられたものの、トータルでは増加となった。国内向けと輸出を合わせた総出荷は、前四半期を上回り、台数、金額ともに四半期で過去最高を記録した。
2022年年間としては、受注額が対前年比1.6%の増加、生産額は同5.6%の増加と、ともに前年を上回り、受注、生産、総出荷実績(金額、台数)それぞれで過去最高を記録した。
新型コロナウイルス感染症や地政学的緊張などの各種リスクにさらされる中においても、ロボット需要は回復、そして広がりをみせた。しかしながら、その勢いは特に年末にかけて減速傾向を見せており、今後の動向には引き続き注視する必要がある。
会員と非会員を含めた年間実績1は、受注額は対前年比2.9%増の約1兆1,100億円、生産額は同5.5%増の約9,910億円を見込む。
受注・生産・出荷の各状況は以下の通り。
受注
・受注台数(台) : 60,631(前年同期比△11.2%) 【9四半期ぶりの減少】
・受注額(億円) : 2,210(同△4.3%) 【2四半期ぶりの減少】
年間
・受注台数(台) : 271,578(前年同期比+0.1%) 【3年連続の増加】
・受注額(億円) : 9,558(同+1.6%) 【3年連続の増加】
生産
・生産台数(台) : 63,853(前年同期比+4.0%) 【9四半期連続の増加】
・生産額(億円) : 8,792(同+5.6%) 【9四半期連続の増加】
年間
・生産台数(台) : 254,975(前年同期比+7.8%) 【3年連続の増加】
・生産額(億円) : 8,792(同+5.6%) 【3年連続の増加】
出荷
・総出荷台数(台) : 64,417(前年同期比+4.9%) 【9四半期連続の増加】
・総出荷額(億円) : 2,275(同+5.5%) 【9四半期連続の増加】
―国内出荷台数(台): 11,246(同+8.0%) 【7四半期連続の増加】
―国内出荷額(億円): 464(同△6.2%) 【7四半期連続の減少】
―輸出台数(台) : 53,171(同+4.3%) 【9四半期連続の増加】
―輸出額(億円) : 1,811(同+9.0%) 【9四半期連続の増加】
年間
・総出荷台数(台) : 255,730(前年同期比+7.4%) 【3年連続の増加】
・総出荷額(億円) : 8,933(同+6.3%) 【2年連続の増加】
―国内出荷台数(台): 43,183(同+7.1%) 【2年連続の増加】
―国内出荷額(億円): 1,894(同+2.1%) 【2年連続の増加】
―輸出台数(台) : 212,547(同+7.5%) 【3年連続の増加】
―輸出額(億円) : 7,039(同+7.5%) 【3年連続の増加】
国内出荷内訳
■電機機械産業向け
・国内出荷台数(台) : 3,821(前年同期比+17.6%) 【8四半期連続の増加】
・国内出荷額(億円) : 162(同+4.0%) 【7四半期連続の増加】
■自動車産業向け
・国内出荷台数(台) : 3,185(前年同期比+5.3%) 【3四半期ぶりの増加】
・国内出荷額(億円) : 124(同△12.0%) 【4四半期連続の減少】
年間
■電機機械産業向け
・国内出荷台数(台) : 13,877(前年同期比+11.1%) 【2年連続の増加】
・国内出荷額(億円) : 612(同+9.9%) 【2年連続の増加】
■自動車産業向け
・国内出荷台数(台) : 12,563(前年同期比+0.9%) 【2年連続の増加】
・国内出荷額(億円) : 538(同△7.2%) 【2年ぶりのの減少】
輸出内訳
■電子部品実装用
・輸出台数(台): 3,1.4(前年同期比△19.9%) 【5四半期連続の減少】
・輸出額(億円): 548(同△15.7%) 【4四半期連続の減少】
■溶接用
・輸出台数(台): 10,148(前年同期比+8.9%) 【3四半期ぶりの増加】
・輸出額(億円): 244(同+20.6%) 【9四半期連続の増加】
年間
■電子部品実装用
・輸出台数(台): 16,020(前年同期比△14.6%) 【3年ぶりの減少】
・輸出額(億円): 2,503(同△10.5%) 【3年ぶりの減少】
■溶接用
・輸出台数(台): 40,228(前年同期比+1.0%) 【3年連続の増加】
・輸出額(億円): 947(同+16.4%) 【2年連続の増加】
MOLDINO ⾼硬度鋼加⼯⽤ボールエンドミル「EPDBEH-TH3」にショートシャンクタイプを追加発売 ~焼き嵌めホルダに最適な全長設計・工具外径の実測値ラベル表記を開始~
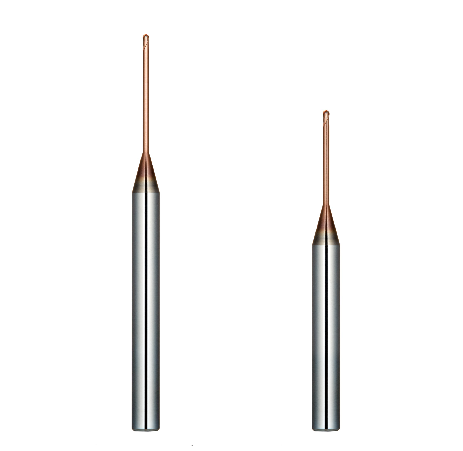
MOLDINOが、このほど⾼硬度鋼加⼯⽤ボールエンドミル「EPDBEH-TH3」に焼き嵌めホルダに最適な全⻑設計の"ショートシャンクタイプ"の販売をするとともに同商品から⼯具外径の実測値のラベル表記を開始した。
同社では2017年1⽉にエポックディープボールエボリューションハード-TH3「EPDBEH-TH3」を発売しており、この商品は次世代コーティング「TH3」を採⽤した⾼硬度鋼加⼯向けの超硬ボールエンドミルとしてユーザーから高い好評を博している。⼀⽅、焼き嵌めホルダで使⽤する際は従来品のシャンク⻑では⻑すぎるため、切断が必要になるケースが多くあった。この切断はユーザーが実施するケースが⼤半であり、切断⼯数の削減に対する要望が以前から根強くあったことを受け、同社では、焼き嵌めホルダに最適な全⻑設計のショートシャンクタイプを開発した。高硬度鋼を使用する各種精密敵ったの加工や文字彫り加工に威力を発揮する。
〈特長とメリット〉
(1)新開発した次世代コーティング「TH3」を採⽤し、⾼硬度鋼の加⼯において優れた耐摩耗性を発揮する。
(2)⾼硬度鋼加⼯⽤に適正化したダブルフェイス形状を採⽤し、⼯具の摩滅を抑制する。
(3)⾼精度加⼯を追求した⼯具設計により、ワークの削り残り量を低減する。
(4)ショートシャンクタイプは焼き嵌めホルダに最適な全⻑設計。また、このタイプから⼯具外径の実測値のラベル表記を実施する。測定の⼿間なく実⼯具径をCAMに反映するので加⼯精度の向上に貢献する。
■仕様
追加発売のショートシャンクタイプ
R0.05(Φ0.1)〜R1.25(φ2.5) 全100アイテム
■価格
追加発売のショートシャンクタイプ
¥5,020〜¥19,710(消費税別)
牧野フライス製作所 自動加工システム「SMART TOOL Zero Borer(ゼロボーラー)」を市場投入
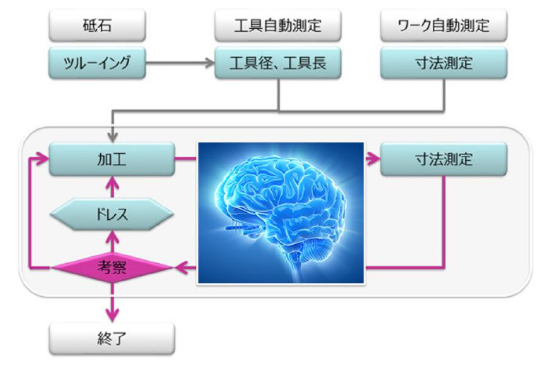
牧野フライス製作所がこのほど、同社マシニングセンタ向け〈立形マシニングセンタV33i/V56i〉の自動加工システム「SMART TOOL Zero Borer(ゼロボーラー)」の販売を開始した。現在、EVシフトが進む自動車業界をはじめ、精密順送プレス金型の需要が拡大しているが、プレス金型などで用いられるプレート部品は、高い精度要求値より、熟練技術者がジグ研削盤などによる仕上げ加工を行っていることから、同社では、自動加工システムを開発。同システムを用いることで、高い位置決め精度、寸法精度をオペレータのスキルに依存することなく達成が可能となる。価格は1,200,000円(消費税別)。
主な特長

(1)自動加工システム
従来、加工精度を得るためには下記プロセスが必要だったが、①オペレータによる測定、②測定結果を踏まえた調整、③最適な加工方法の選択――これら全ての工程を自動化する。
(2)迷わせない直観的なインタフェース
同社NC操作画面「Professional6」に組み込まれた専用操作画面でのプログラム作成により、必要な設定をチェックするだけでスムースに加工が開始できる。
(3)CAMソフトウェアとの連携
金型加工分野で高いシェアを誇るC&Gシステムズ製CAD/CAMシステム「EXCESS-HYBRIDⅡ」に専用インタフェースを準備。一気通貫でのプログラム作成を実行する。
